
- Current
The longest tunnelling project on the UK mainland has secured a number of key planning permissions as the underground development of the world’s largest known reserve of polyhalite (potash) moves a critical step forward.
Project owner Sirius Minerals, parent company of York Potash, recently secured an extra £15 million worth of extra project funding via an oversubscribed share placement. Having already spent £250 million on developing and designing the scheme since 2010, the £1.4 billion project now looks to be reaching a critical stage. Preliminary design of the tunnel is being carried out by Arup, and a shortlist of interested contractors has already been drawn up.
On 23 April councillors sitting on Redcar & Cleveland Council (RCC) unanimously granted planning consent for the mine and mineral transportation system elements of the project, which involves construction by 5 TBMs of a deep-level 37.5km long tunnel to transport polyhalite from the main mine shaft site at Dove’s Nest near Whitby in Yorkshire, to new harbour facilities in Redcar in the neighbouring county of Cleveland.
Proposals for the construction of the new harbour facility that will service production, and where the raw polyhalite will be factory-processed prior to export by ship, will also require the consent of RCC, but only after a separate planning process is finalised. This is because this aspect of the project is considered as a so-called Nationally Significant Infrastructure Project (NSIP), and will therefore need UK Government approval. The first stage in this process has been achieved via the granting of a Development Consent Order (DCO) for the Harbour Facilities by the Government’s Planning Inspectorate, but the final decision on this will now be subjected to a six month review, after which a recommendation will be made to the UK Secretary of State.
The most critical permission, however, will be from North York Moors Parks Authority (NYMPA), which has received the application but has not announced when it will convene to make its decision. This is likely to take place within 1-2 months of the UK General Election in early May. The proposed mine head at Dove’s Nest, which York Potash says must be sited in this location for the project to be economically viable, sits within the National Park boundary. Although York Potash has done all it can to minimise the visual impact at this location it will need to convince NYMPA that the construction process will have a very limited impact, or that it is a project of such local and national importance that special permission should be granted. The location of the mine head is critical because it affords easy access to proven underground reserves of polyhalite.
An RCC report says that 97.2% of those consulted in the local community support the proposal. The Environment Agency has also withdrawn its objections and says it now has a “sufficient level of confidence in both the understanding of the hydro-geology and the efficacy of the mitigation measures proposed.” Furthermore a number of smaller local councils have actively noted their support for the project, which will bring up to 1,050 jobs to the area, as well as generating support for 1,000 more jobs in the supply chain during construction.

Winning consent for the project from NYMPA is now the key to the project coming to fruition, but RCC, in its positive determination of the application, has heaped pressure on NYMPA by stating that it believes the project is of such national and global significance as to pass the “exceptional circumstances” threshold enshrined in NYMPA’s own Core Strategy and Development Policies (CSDP). Ultimately these policies will be used to guide its final decision. Additionally, the principle in favour of potash mining in the National Park area, subject to environmental considerations, is already established in writing with respect to a rival potash producer (Cleveland Potash) operating in the same area.
The council report concludes: “In this case there can be no doubt that the circumstances are exceptional, the application documentation states that the application site contains the largest and purest validated resource of polyhalite anywhere in the world and the development’s economic information provided suggests the proposal is capable of creating quite exceptional benefits, of major value to the locality, the region and the country. The question is whether the development would be in the public interest.”
At peak production York Potash anticipates extracting 13 million tonne/year of polyhalite, for an annual export revenue of £5.2 billion – enough to reduce the UK’s trade defecit by 4%, as well as providing annual tax benefits both locally and nationally of up to £233 million. The company already has in place export agreements with a number of companies in China and the rest of the world.
Reference design of the 37.5km-long mineral transport tunnel critical for extraction by the UK of the world’s largest and purest concentration of high-grade polyhalite (potash) specifies five main beam gripper TBMs of 6-7m diameter and operating under a cover of up to 362m.

Bid design for the tunnel, which runs from the mine head near Whitby in Yorkshire, to the Teesside port at Redcar in Cleveland, is developed by Arup for project owner Sirius Minerals. The owner has invested £250 million since 2010 on an extensive program of borehole and core drilling surveys, geological and hydrological investigations, as well as development of pre-bid tunnel and shaft design. Total development cost is estimated at £1.4 billion, with a 59-month construction period, which includes a 36-month schedule for the underground constructions.
Project geologist Tristan Pottas told TunnelTalk at a public briefing in Sheffield that up to 30 international civil tunnelling contractors responded to the calls for expressions of interest by Sirius in the main tunnel construction contract, with five teams submitting proposals. TunnelTalk understands that from that list of five, two groups have been invited to make full bids on a design-build basis.
Civil tunnelling methods outlined in the project design feature a full range of support techniques along the the alignment. These are applied according to prevailing geological conditions and the high risk of encountering water-penetrating fault zones. The methods are selected for their environmental, maintenance and design-life benefits, and in preference to an earlier pipeline design.

“The five groups that expressed interest came up with good proposals and were very happy with the Geotechnical Data Report (GDR) and the risks highlighted within it,” said tunnel engineer Eden Almog who is part of a 25-strong team of Arup design engineers and geologists engaged by Sirius in January 2014 to complete reference design and move tunnel and intermediate shaft construction through the bidding and procurement phases. Other partner companies include WorleyParsons (shaft design), Alan Auld (mine shaft design), Bechtel as project manager, Fugro (geotechnical services), FWS Consultants (geological and geo-environmental services) and 3D concept engineering design modelling specialist K Home International.

Opting for a tunnel-based mineral transportation system (MTS) adds £150 million (15%) to initial construction costs, but offers the potential to double Phase I polyhalite extraction capacity from 6.5 million tonne/year to 13 million tonne/year, and reduces operating expenses by 25%. Critically, opting for an underground transportation solution offers significant environmental benefits to a project that is, in part, situated within the boundaries of the York Moors National Park.
The project still requires consent from the Redcar and Cleveland District Planning Authority, as well as from the North York Moors Authority, before construction can begin. The procurement process continues in tandem with ongoing engagement with relevant planning authorities in pursuit of necessary permissions being granted by the end of this year (2015), or earlier. The mine head, located at Dove’s Nest Farm at the extreme southern end of the alignment near Whitby, cuts directly into rich and overlapping upper shelf and lower basin polyhalite seams, and is located within the National Park boundary. Seven full core samples, to more than 1.6km deep in locations around the mine head, enable independent reporting of a maiden reserve of 250 million tonne of polyhalite, enough for 50 years of Phase I mining operations.
A single contract is envisaged for construction of the main tunnel, the three intermediate shafts, construction of the underground caverns and a launch ramp and portal at the northern end of the alignment close to the port facilities at Redcar. Separate contracts will cover construction of the port facility and polyhalite ore processing plant for onward shipment of the pelletized agricultural fertilizer; and construction of the mine head and two 1,500m deep mine shafts at Dove’s Nest Farm near Whitby.
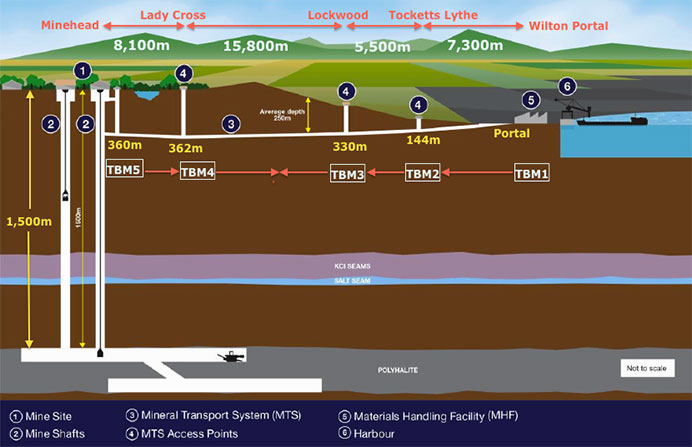
The main staging shaft of 360m deep x 9.5m i.d is located at the mine head at Dove’s Nest Farm, with intermediate shafts of 362m x 9m located at Lady Cross, 330m x 9m at Lockwood and 144m x 9m at Tocketts Lythe. Underground caverns at Lady Cross and Lockwood will be the largest on the project and are designed to facilitate TBM launch and reception, as well as permanent facilities for conveyor belt transfer stations, conveyor motors, walkways, emergency refuges, ventilation fans and maintenance train bypass facilities. The caverns at these locations will be approximately 14m wide x 16m high x 100m long and will have an extra 200m length at a smaller-sized horseshoe profile. The caverns at Dove’s Nest Farm and Tockett’s Lythe will not have the 200m extra length since these are designed primarily as TBM launch/reception stations.
The TBM plan of attack in the reference design(which is subject to modification as part of the bidders’ own design process), envisages the use of five main beam gripper TBMs. TBM 5 will launch northwards from the shaft at the mine head at Dove’s Nest Farm for an 8,100m drive through to the shaft and cavern at Lady Cross. At 15,800m the distance between the Lady Cross and Lockwood shafts is considered too great a project risk and to mitigate this, drives in opposite directions by TBM 4 from Lockwood and TBM 3 from Lady Cross would meet at an underground location approximately half way between the two shafts. TBM 2 undertakes a southbound 5,500m drive from the Tocketts Lythe shaft through to the launch/reception shaft at Lockwood, while TBM 1 launches from a ramp into the hillside at Wilton portal close to the port and processing plant. Average depth below ground is 250m, with a maximum cover of 362m.

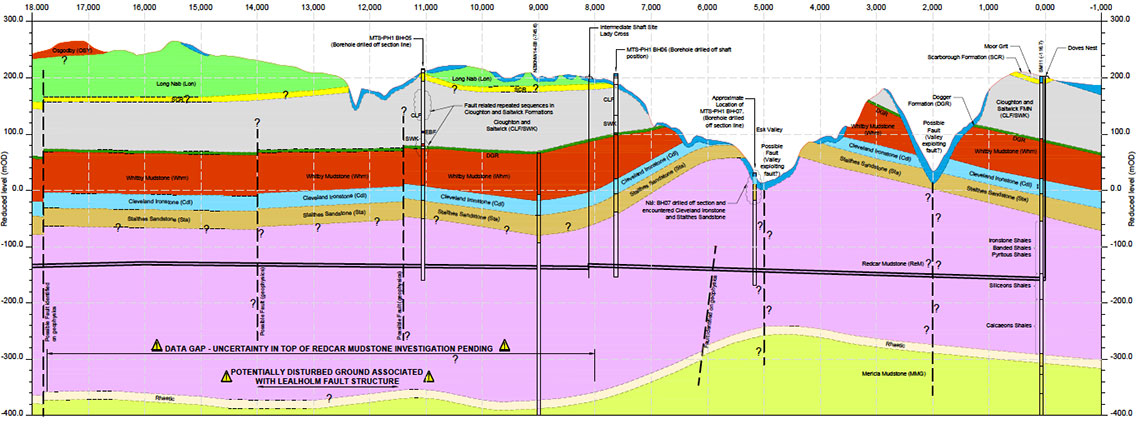
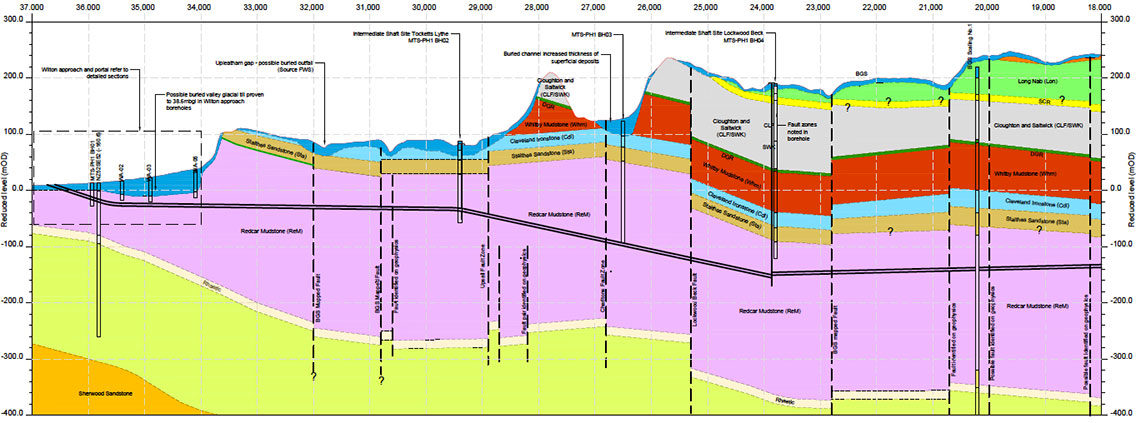
Almog of Arup explained that the deep vertical alignment is selected to run predominantly through the lower lying competent Redcar Mudstone formation and away from the water-bearing upper geological layers within the Cleveland basin. However, the presence of heavily jointed and fractured rock and shales, especially in locations close to known faults, as well as in areas where the alignment traverses likely faults under valleys, is likely to place the tunnel “in the realm of squeezing conditions”. Water ingress is considered likely in such zones, and contractors have also been warned about other locations where gas build-up might be a project risk.
Mindful of squeezing conditions coupled with the relatively low risk of severe water ingress into the Redcar Mudstone, except at major faults, the use of open faced gripper TBMs with shotcrete, rockbolts and wire mesh support is preferred over double shield TBM technology at the reference design stage. Installation of a steel arch erector at the back of the TBM is envisaged. Other excavation methods considered were roadheader excavation; a continuous miner and spot bolter to create a rectangular profile; and an ovoid profile using a borer miner with spot bolting support.
“We have held discussions with rock gripper TBM manufacturers and we are confident that the solution we have chosen can deal with rock deformations along the alignment,” said Almog. “We have concluded that the design needs to accommodate yielding support in the fractured areas because a fixed support might eventually collapse under squeezing conditions.” He added that keeping the mechanized drives within the mudstone band offers considerable benefits for TBM operations. “We have taken this rock to a fantastic level of testing for permeability and strength,” said Almog. Although a strength of 2-5 MPa UCS “suggests a weak material”, testing under conditions of confinement revealed the mudstone to be more competent than might have been expected.

For the 7,300m drive under lower cover, between the portal at Wilton and the shaft at Tocketts Lythe, the reference design suggests that a concrete segmental lining may be considered.
For the four access and working shafts, traditional drill + blast and pre-grouting, with excavation in lifts of 5m, is envisaged. Designed by WorleyParsons, it is considered possible, depending on further site investigations, that the upper section of the shafts will require advance installation of secant piles to further mitigate water ingress from the more porous soil within this zone. The permanent lining will be installed progressively from the surface, and water within the ungrouted central section of the excavations will be removed by pumping from sumps at the base of each stage of the excavation during rock extraction.
With regard to air circulation, the design philosophy is to ventilate the tunnel from the Wilton portal towards the mine, discharging tunnel ventilation air with the mine extract air. Fan units placed horizontally within the caverns at the base of the shafts are required for the operational ventilation scheme; these will be used for intake only, to ventilate the MTS tunnel during operations. Plenum chambers and dampers will be used to minimize noise at shaft areas, where used. Emergency operation fans are to be located horizontally within the caverns at the bases of the intermediate shafts and at the MTS mine head shaft. These will be operated during emergency periods for intake of fresh air and discharge of smoke. As a further safety consideration specially equipped emergency refuge chambers are to be constructed every 1,000m.
TunnelTalk will continue to report progress on this project as it occurs.
Existence of potash in the region of the project is well documented. Cleveland Potash (a business unit of ICL Fertilizer) extracts from its Boulby Mine near Redcar one million tonne/year of lower grade potash (sylvite). Additionally, half a million tonne of salt is produced as a by-product of the mined ore, for use as a de-icing agent on roads. The 1,400m deep mine, which features a 1,000km-long network of underground roadways servicing its operations under the North Sea, is located in the far north of the National Park area.

The potential commercial rewards are enormous for the company that can successfully extract even a small proportion of the apparently enormous double seam of high-grade polyhalite that lies to the south of the Boulby Mine operation.
“No other potash mine in the world compares with this planned one,” said Tristan Pottas, Project Geologist for Sirius Minerals. “Elsewhere polyhalite is typically centimetres thick. Here at the mine head location it is up to 75m thick.” With reserves of polyhalite across the 800km2 area for which Sirius has negotiated mineral rights conservatively estimated at 2.6 billion tonne, the potential is enormous. Even at a target peak production of 13 million tonne/year, which would make it nearly three times as productive as the current largest potash mine in Canada, there are enough reserves to withstand more than a century of peak production, especially if exploration continues out under the North Sea.

Not all of this may be economically feasible to extract, but Sirius Minerals has already declared a maiden polyhalite reserve of 250 million tonne at 87.8% purity, which is a strong enough signal for it to continue to invest time and considerable amounts of money trying to get its scheme through the planning phases. “We are well on with our infrastructure design but there is still a lot to do,” said Pottas. “This is a high risk, high reward strategy, working to a fast-track pace. We can never exhaust all the reserves from the one shaft. This is simply one of the most exciting mining projects ever, and I cannot stress that enough.”
The figures, as presented by Sirius, look tantalising enough. The project’s independently reported maiden economically feasible reserve, which is based on just 1% of the 800km2 area of interest, provides for a Phase I mine life of 50 years “with the potential for this to double following underground exploration of the inferred mineral resource.” The company fully expects this maiden figure to grow as part of normal underground explorations that would take place during the Phase I commercial mining operation.
In a region of the UK that has traditional coal-mining roots, support, not least among the 400-plus large landowners who have signed mineral rights agreements with Sirius and stand to take a 2.5% cut of profits, is perhaps greater than it might have been in other areas of the country.

The target of all this commercial activity, the naturally-occurring polyhalite, contains four of the six nutrients traditionally associated with soil fertilization products, and contains very little waste product. Processing at its simplest level involves only crushing and granulating, and the company has undertaken considerable work in this area to ensure product consistency and the possibility of blending its registered POLY4 product to create hybrid fertilizers of differing content concentrations. Demand for pelletized fertilizer products is high, and although price/tonne has decreased in recent years, continued population growth and demand for high-yielding fertilizer products, especially in populous China and India, is likely to move prices upwards.
Sirius already has agreements in place with overseas companies for supply of more than five million tonne of its POLY4 product each year once production begins. At an average assumed price on the world market of $198/tonne for the new POLY4 product, that represents a gross annual turnover of nearly $1 billion, rising to $2.6 billion at a peak capacity of 13 million tonne.
|
|
|
|
|
