
- Current
Excavation of the 20km of single-track twin tube segmentally lined running tunnels using four TBMs operating in opposite directions from the same location was the task presented to the Acciona Ghella Joint Venture (AGJV) by Bane Nor for the Follo Line railway project in Norway. Designing all the installations in one location was a challenge but provided a robust and compact working site capable of 24 hour/day, 7 day/week operation under -25°C winter conditions. The jobsite area is about 200,000m2 and comprises four different platforms, including a spoil deposit, the segment casting factories and the access portals. All areas are linked and create an efficient industrial production site.

To meet the programme, it was necessary to excavate the access tunnels and the TBM assembly caverns on the main tunnel alignment while simultaneously executing the civil works for the factories, auxiliary installations and preparing to receive TBM components ready for assembly. The AGJV design team ultimately defined a compact ‘city’ as the working location.
For excavation to start on time, about 2,500 precast concrete rings were needed in the on-site stockpile. After evaluation of designs during the tender process, the first critical decision was to move from four precast production lines to three (Figs 3 and 4) in order to optimize segment storage capacity on-site.
The three production line factory is about 20,000m2 and includes the batching plants and other auxiliary installations. With three factories and time enough to start precast ring production in advance, the risk of not having enough rings for start of TBM excavation was controlled.

The segment factory produced nearly 140,000 concrete elements or 20,000 complete lining rings, each weighing 51.6 tonne and consisting of six segments, including an invert element, and a key. Each production line had three carousels, each comprising six sets of eight moulds. The three main batching plants produce 60m3 of concrete per hour each and have storage for 200m3 of sand, 70m3 of cement and 70m3 of silica in three silos per production line. Polarmatic heating units were used for concrete production in winter conditions.
The second area that required intensive analysis was the spoil shed, where material excavated from the TBMs is stockpiled, and the crushing plant for production of aggregate from excavated rock for recycling into the segment production process. The spoil area and integrated crushing plant had to be covered to allow work during winter months and at night. The final solution was a massive spoil shed with integrated and aligned conveyor belts, and a second shed for storing the crushed aggregate. This solution includes a wide transit road around the facility for dumpers and road trucks, as both are needed for different stages of the process.

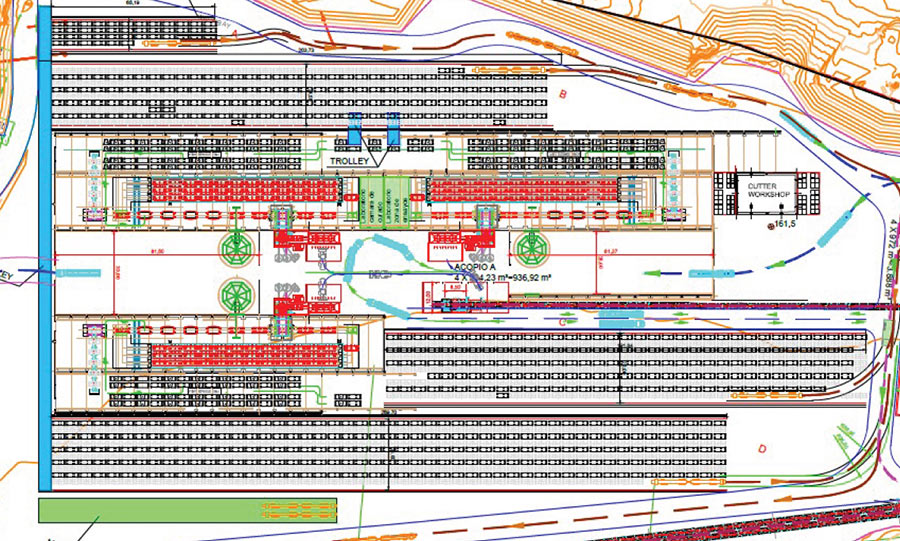


The second area that required intensive analysis was the spoil shed, where material excavated from the TBMs is stockpiled, and the crushing plant for production of aggregate from excavated rock for recycling into the segment production process. The spoil area and integrated crushing plant had to be covered to allow work during winter months and at night. The final solution was a massive spoil shed with integrated and aligned conveyor belts, and a second shed for storing the crushed aggregate. This solution includes a wide transit road around the facility for dumpers and road trucks, as both are needed for different stages of the process.

During excavation, between 9 and 10 million tonne of rock is to be excavated. While some is reused in concrete production, the remainder is stored near the construction site. Material selected for aggregate production is processed through a combination of crushing plants for reduction to gravels and sands. The crushing installation also has a mobile and a stationary sieve and a group sand treatment equipment.
All the material excavated by the TBMs is transported to the spoil shed via a complex of conveyor belts with different sections and belt widths depending on the areas of the tunnel they serve. The capacity of the conveyors varies from 850 tonne/hour to 2,000 tonne/hour, with belt widths ranging from 1,000mm to 1,200mm and a maximum speed of 3m/sec. The installed conveyor drive power of the head-end drive, booster drive and tail-end drive are 945kW, 315kW and 250kW respectively.
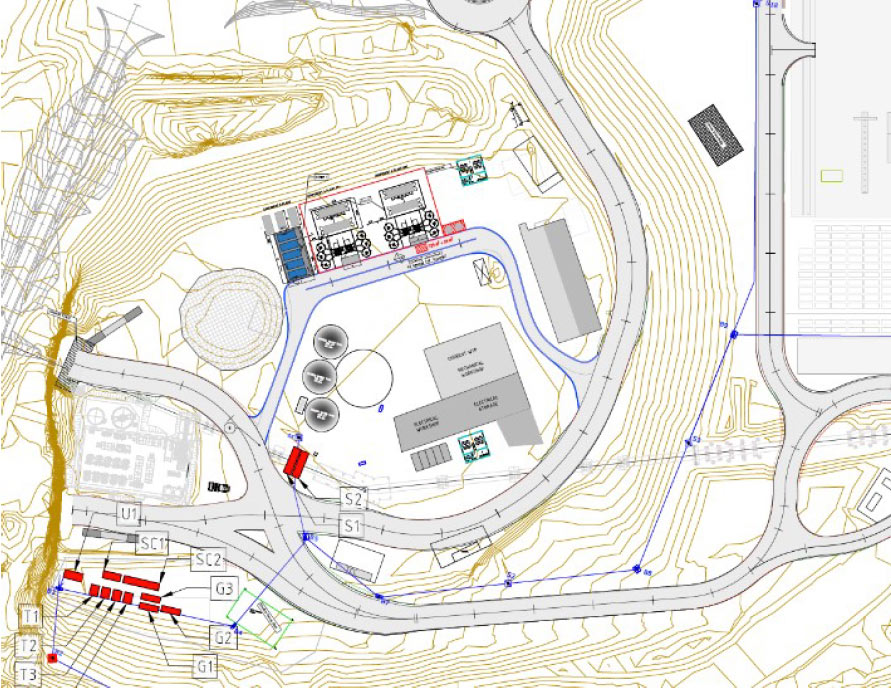
The adit tunnel portal to the main tunnel alignment is at a significantly lower elevation than the precast factory and spoil sheds. This difference was another logistical challenge. Final design of the lower level portal area, including the tunnel access and the wide logistical roads, are integrated into the confined space created by the portal area excavation. The area also accommodates the grouting plants, electrical power substations, water treatment plant, workshops and warehouses (Fig 4).
To fill the annular gap behind the segmental lining, the JV decided against using pea gravel and chose instread a two-component mortar solution. Component A is a cement-based colloidal suspension with other hydraulic conglomerates, and Component B is a sodium silicate accelerator. Grout was batched on the surface, in the portal working area and pumped from there to reservoirs on the TBM backups.
During excavation, between 9 and 10 million tonne of rock is to be excavated. While some is reused in concrete production, the remainder is stored near the construction site. Material selected for aggregate production is processed through a combination of crushing plants for reduction to gravels and sands. The crushing installation also has a mobile and a stationary sieve and a group sand treatment equipment.

Grouting plant

Water treatment plant

Main fans for TBM heading
All the water pumped from the underground operations to the surface is treated under strict terms for water discharge to the sewage network. Water quality levels, demanding a final pH limit of 6.5 to 8.5, with a solids content of 25mg/litre and no visible oil or grease was the specification. The installed water treatment plant has a total treatment capacity of 216m3/hr and operates 24hr/day.
Ventilation of the main and auxiliary tunnels is complex, as the site configuration is similar to an operating mining area. The final solution includes unidirectional main fans for the TBM tunnels, comprising four units/tunnel for a 68m3/sec air flow, and 24 auxiliary jet fans in the two adit tunnels.

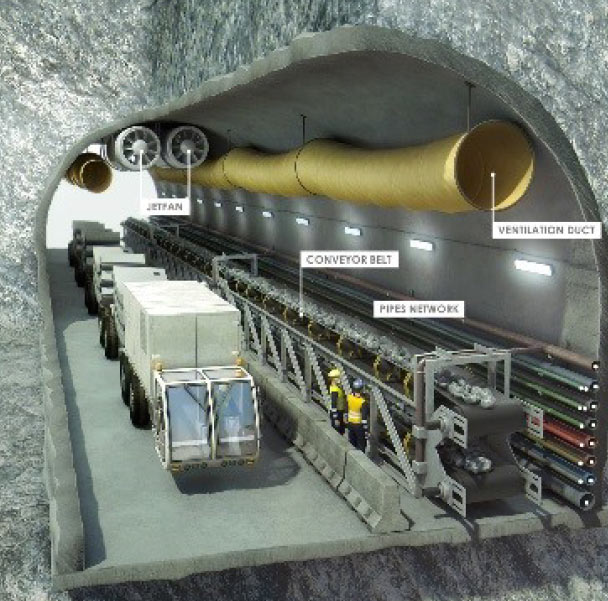
The fourth key area of the project included the auxiliary tunnels and TBM assembly caverns. It combines intensive traffic from vehicles entering the tunnel and the allocation of all tunnel auxiliary installations including ventilation equipment, service pipes, electrical cables and conveyors (Fig 6).
Two assembly caverns of 35m wide x 25m high x 50m long to the north and south of the adit access tunnels were excavated as the assembly and launch areas for the TBMs and were designed to be integrated into the final permanent tunnel design. Two TBMs were assembled simultaneously in each cavern, and a jacking crane system was selected as the most compact and multipurpose lifting equipment for the confined space and complex assembly operation.

Logistics for day-to-day operations are vital in this kind of continuous production site. The logistics team coordinates the daily internal and external deliveries on site, as well as warehouse and worker shifts, among other activities. For transport of workers, materials and segments to the TBMs AGJV used MSVs, multi-service vehicles. Narrower than standard vehicles, MSVs allow two-way traffic into the TBM tunnels with no interruption.
The Follo Line team successfully transformed a surface challenge into an underground solution for excavation of 20km of twin tunnel excavation within 30 months. The first double TBM breakthrough was recorded in September 2018 and the final double TBM breakthrough at the Ski portal to the south occurred on 26 February 2019.
|
|
|
|
|
