
- Current
Since ultra-high performance fibre-reinforced concrete (UHPFRC) was invented in France in the 1980s, a broad variety of mix designs have been used, all with a fluid and often self-levelling consistency that made spraying UHPFRC a real challenge. In recent times, trials, laboratory tests and full-scale load tests have been undertaken to perfect an ultra-high performance fibre-reinforced sprayed concrete (UHPFRSC) lining.
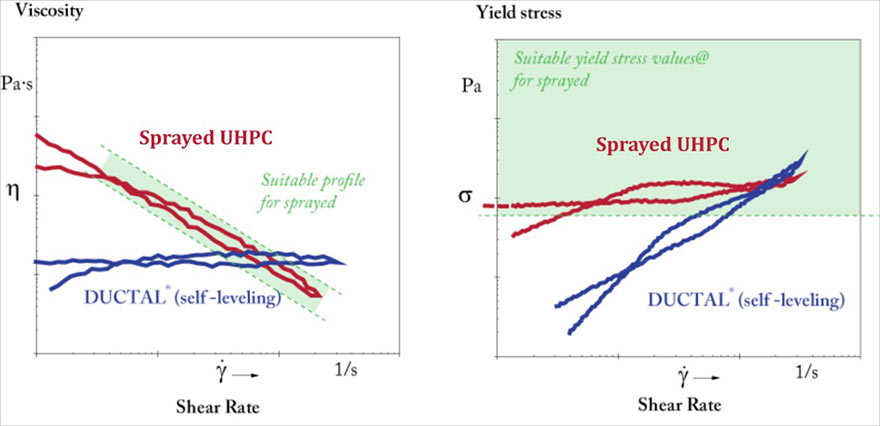
The rheological targets are far from those of self-levelling UHPFRC, which typically has a low yield stress that facilitates pumping. The aim was to make sprayable Ductal concrete without adding any accelerator or activator. The challenge was to create the cohesiveness necessary to successfully apply a significant thickness on the substrate without any risk of slipping or tearing.
Steel fibres in the plane perpendicular to the substrate contribute to the adhesion by artificially increasing the yield stress of the fresh product. As soon as setting begins, the suction effect significantly increases adhesion between the sprayed product and the substrate.

Cohesiveness is obtained due to a significant yield stress when the mixing phase is finished. The viscosity however must remain suitable for pumping over long distances. A relatively low viscosity of 20 Pa·s to 40Pa·s at a shear rate of 15s-1 and a yield stress of >300Pa at a shear rate of 0.07s-1 enabled adhesion of the fresh product on the support (Fig 1). Water and admixture quantities had to be adjusted for a viscosity compatible with pumpability requirements.
Proportions of cement, cementitious additives and sand were optimised to create an adapted skeleton. Several dosages of steel fibres of diameter 0.2/L 14mm and up to 3.25% in volume were tested.
A rheometer was indispensable for understanding the behaviour of the fresh mix as a function of the shear rate and simple, robust and affordable field equipment was necessary to check and adjust the targeted yield stress on site. A tailor-made blade for a hand-operated vane shear achieved an adequate range of yield stress. The vane was submerged into the fresh product after the first phase of mixing before adding the fibres. The test involved rotating the central rod manually and measuring the torque applied to shear the fresh mortar.

Dry ingredients were premixed and delivered in bags with water, admixtures and steel fibres added at the batching plant on site. For a high viscosity mix, the planetary mixer with a hydraulic motor required specific modifications of the blades and adaptations of the motor.
The mixing sequence and method of introducing the steel fibres were adapted so that it was feasible to pump the wet concrete in 50mm diameter pipes. After modifications to the hydraulic accessories, a piston pump allowed pumping and spraying at a rate of 2m3/hr to 6m3/hr. The capacity of the compressor was greater than 10,000 litres/min with a pressure of 7 bars. The spray nozzle was adapted so the air flow could homogeneously disperse the UHPFRSC.
Samples used to validate UHPFRSC mix characteristics were cored or cut from bakelite-coated plywood moulds on which the product was sprayed. Maintaining a spraying angle close to 90° was important.
To verify the mix and the spray performance, a sample of fresh UHPFRSC was sieved under water and the fibres on the sieve removed with a magnetic tool and dried. Calculations ranged from 5% to 10% rebound or loss. Mechanical properties were identified to assess the specific contribution of the fibres in the spraying process (Table 1).
| Table 1. Mechanical properties of UHPFRSC |

|

After spraying trials and laboratory tests, Freyssinet, the contractor associated with the development programme, used the ultra-high performance steel fibre-reinforced sprayed concrete (UHPFRSC) to rehabilitate metal pipe culverts under highways and to line corrugated pipes. Bending tests on corrugated flat sprayed samples, confirmed that the French standard for a structural UHPC with a characteristic compressive strength higher than 150MPa can be achieved. For load tests on the reinforced corrugated metal culvert, deformations versus applied loads were measured.
INCA2 software made it possible to calculate the equilibrium of a section following a nonlinear stress deformation law. The section corresponding to the tests was modelled on one corrugation and the results were obtained by applying the conventional laws (Table 2).
| Table 2. Definition of conventional laws |

|
Corrugated panels were produced on a corrugated metal steel pipe for a 1:1 scale load test. Samples were tested under four-point, or circular, flexure. The tests confirmed that stress-strain curve and the cracking facies of the test samples under loading met expectations.


The experimental characteristic value of resisting bending moment MR,k is greater than the theoretically admissible value of the bending moment calculated with the gross law (Table 3). Moreover, the safety factor determined from ULS calculations is greater than 1.70.
| Table 3. Bending moments |

|
For the load tests on a reinforced corrugated metal pipe, a UHPFRSC shell was made by wet-spraying successive rings of about 1m in length. Circular thickness gauges, positioned every meter and removed in progress, made it possible to check shell thickness at the top of the corrugation using a rigid metal ruler.

Spraying inside a corrugated pipe

As-sprayed finish
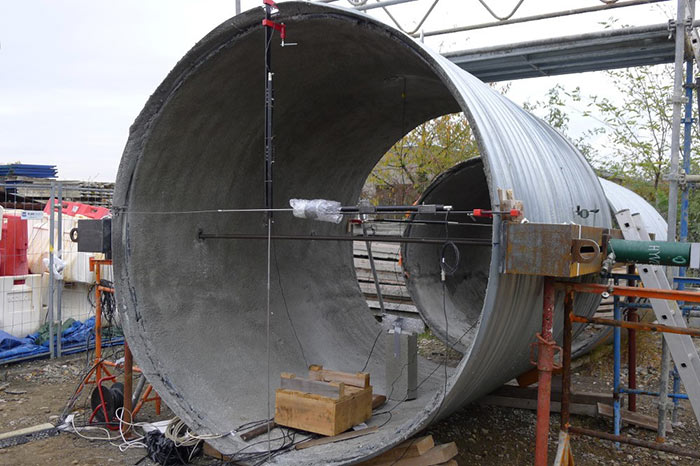
Monitoring instrumentation
The test consisted of applying a horizontal load on a 3m long 2.5m diameter corrugated metal pipe reinforced with a minimum 3cm layer of UHPFRSC at the top of the corrugation using prestressing bars, jacks and beams.
Load cells on each prestressing bar measured the load applied to the structure accurately. Strain gauges were glued on the external face of the metal pipe and extensometers were placed on the internal face of the UHPFRSC to measure the strain at different points of the composite cross-section. Displacement sensors were installed to measure the decrease of the horizontal span and the increase of the vertical span.
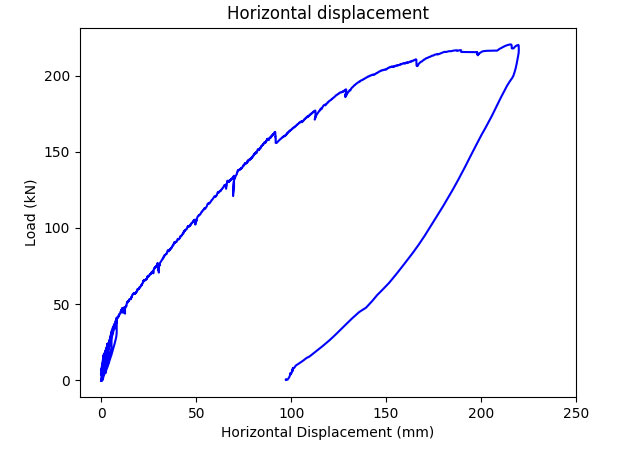

For the load-displacement curves along the horizontal and vertical axis, an elastic phase can be seen up to a load of about 35kN and then an ascending branch ends by a final plateau (Fig 2). The shape of the load-displacement curves shows that the maximum load reached during the test should be very close to the ultimate strength of the structure.
From structures in aggressive environments to tunnels requiring retrofitting, the potential application field for UHPFRSC is wide. Although the material itself is expensive, savings are expected in terms of total construction and maintenance costs, since less material is needed, less time is required and the expected lifetime of the repair is longer than for other methods.
|
|
|
|
|
