
- Current
-
- Stay Connected
- Marketplace
- Home Office
- TunnelTalk Account



The gaskets placed between lining segments in many TBM-bored tunnels are a vital component in ensuring a long and useful life for the tunnel by protecting the lining and the tunnel interior from ingress of groundwater, and other material, under pressure. Maurice Jones reviews recent developments in the design and materials of gaskets that have enabled the efficiency of installation and the lining itself to be improved. Chief among these developments are anchored or cast-in gaskets, the use of hydrophilic material to swell on contact with moisture, and designs to resist higher pressures.
Most sealing gaskets for tunnel lining segments are made from extruded EPDM rubber. A section through the gasket shows a cell structure of apertures that allows, by design, the gasket to be compressed in a known way as the segments are installed and pushed together during installation of a lining ring. Generally the larger the gasket structure, the greater the groundwater pressures that can be handled, but much depends on the quality of manufacture and materials.
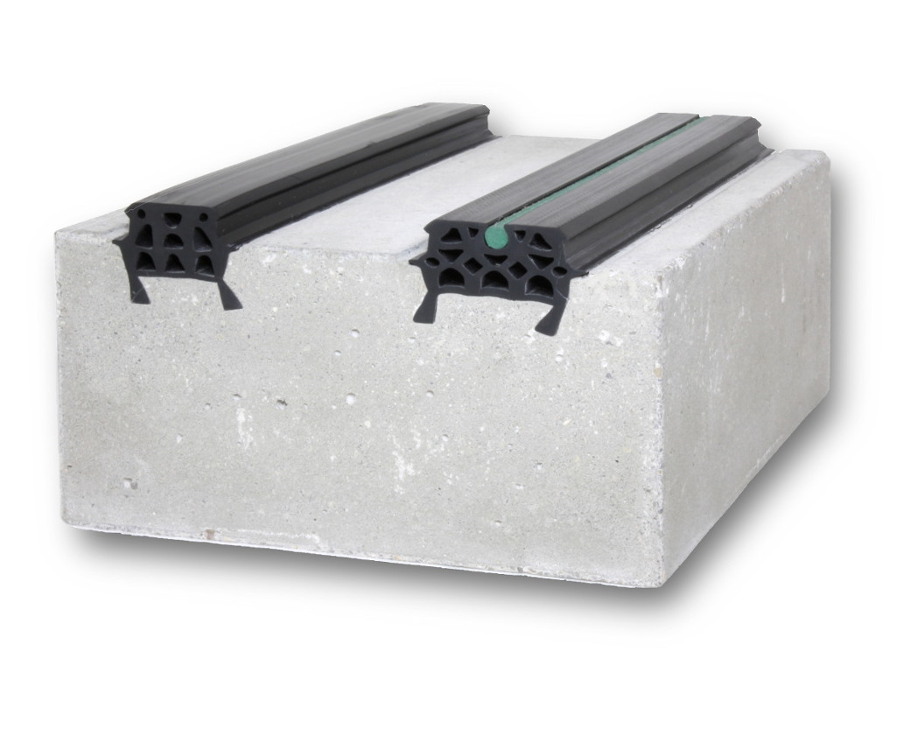
Examples of Dätwyler cast-in gaskets showing a coextruded partially hydrophilic type on the right
Anchored (cast-in) gaskets are equipped, in cross-section, with one or more foot-like extensions that can be cast into the concrete of the segment during manufacture. Such designs eliminate the major step of gluing the gasket into the groove prior to installation of the segments. This usually takes place in the casting factory, and just before delivery to the jobsite.
Anchored gaskets have a development history of more than 20 years, dating back to British,[1] German and European patents filed in the early 1990s. They have only recently found widespread application, however. Peter Tiedemann, Key Accounts Manager for rail and tunnel products with seal manufacturer Dätwyler, explained that Phoenix issued the first gasket for segmental tunnel lining. Dätwyler acquired the rights to the Phoenix product range but relevant patents have expired.
The initial major application of anchored gaskets was by Phoenix (now Dätwyler), in conjunction with Herrenknecht Formwork, as technical lead for a 500m-long, 3.15m o.d., sewer in Moscow in 2008. Dätwyler further pioneered the use of anchored gaskets at the Ridham casting plant set up in the UK to cast the segments for Thames Water’s 7km-long deep-level Lee Tunnel sewerage project in east London. CBE segment moulds were procured for casting the 7.8m i.d. primary segmental lining designed by Underground Professional Services.
Since the start of construction of the Lee Tunnel, Dätwyler and other manufacturers have supplied anchored gaskets to several other tunnel projects as the advantages came to be realised. Dätwyler recently won a contract – against strong competition – to supply anchored segment gaskets to the NODO di Firenze high-speed rail project in Florence, Italy, after the product passed stringent pressure tests. Tiedemann emphasises that manufacturer service is important to tunnel contractors. “Low price alone does not help a contractor enjoy a successful and profitable project,” he said.

Casting carousel implemented by Fama at Saint Martin de la Porte
Dätwyler has also supplied anchored gaskets to several other projects – from the 1km-long Islington-St Pancras sewer tunnel in London, to the 33km-long Doha Metro Green Line in Qatar. Additionally, and for the first time in the USA, the Blue Plains CSO tunnel in Washington DC uses anchored gaskets in segments made by Traylor Bros and Technopref Industries; as does the San Francisco Central Subway for the Barnard Impregilo Healy (BIH) joint venture in segments manufactured by Precast Management Co. Both projects are supplied by Dätwyler.
Although installation of the segmental lining in the Lee Tunnel is reported to have gone smoothly overall, there is some disagreement over the role of gasket corners – where the gasket material has to be mitred and vulcanised at the joint corner. Charles Allen, a materials expert working on the project and a Director of OtB Concrete, said: “We are over the moon with the performance of the manufacturer, and of the handling of the anchored gaskets. They stay in position on the segments and eliminate the need for a gluing station with its associated problems of solvent fumes and the presence of flammable materials.
He added: “There was only one negative aspect, and that was associated with the mitred corners of the gaskets. Vulcanising material filling the holes in the gasket section caused it to harden at the mitre – and the EPDM material is incompressible. Associated with some ’rucking’ of the gasket during segment installation, this can form a high point of the harder material and can cause difficulties when segments are being installed. Some of the concrete segments cracked as a result of two stiff corners being placed together, and this introduces the potential for leakage problems.”
![View of segment concrete spalling at a T-joint with gasket [Photo: Dr Werner Grabe]](https://ded2pkq5zsyd4.cloudfront.net/images/article-0357/1-GASKET-8-Grabe-T-joint-spalling-test-1.jpg?v=9e649f7446995eac0fe4ad4bbaac849177447c02)
View of segment concrete spalling at a T-joint with gasket [Photo: Dr Werner Grabe]
According to Dätwyler’s Tiedeman, however, “this was a rumour based on problems they had when starting the tunnel boring process.” He added: “They forgot to lubricate the gasket, which is not a gasket failure but rather a mishap of the tunnel boring crew. This was resolved immediately and the tunnel was finished as expected, and the gasket performed as expected. We (Dätwyler) tested the gasket at an independent institute (MPA – Materialprüfanstalt für Werkstoffe und Produktionstechnik, Hannover), which confirmed that the Lee Tunnel gasket corner creates no cracks and is well designed.”
Peter Jewell, CH2M-Hill Engineering Manager for the tunnel project, confirmed that the experience of using anchored gaskets for the Lee Tunnel has, in general, gone very well. “I always believed that it was a great decision for the Ridham casting plant to go for anchored gaskets, and this has been borne out in practice.” Aware of the gasket corner hardening problems, Jewell maintains that this was largely due to lack of lubrication of the corners when erecting segment rings during the early stages of tunnelling.
Concrete spalling at the T-joint between three segments has been reported in other projects. STUVA (the German tunnelling professional and research body) has introduced a new corner-load-deflection test, in addition to other performance tests, though without any specific allowable reaction loads. Further tests carried out in 2008 by the University of Hanover showed that, under the test sample criteria, spalling occurs under reaction loads higher than 320 kN/m, or with 100% filling of the gasket grooves.

Segment storage at the restricted Koralm Tunnel site
Corner solutions
UK manufacturer VIP Polymers re-entered the tunnel segment gasket sector in 2012, having once offered the Heinke-branded gasket technology between the early 1980s and 2005. This brand was later sold to Trelleborg, which is famous for its immersed tube tunnel seals. It has developed a (patent-pending) corner jointing system for gaskets to eliminate point loading.
Trelleborg Ridderkerk has also been working on the problem. Marketing Director for Trelleborg Engineered Products, Ruud Bokhout, said: “For high quality and performance of the complete gasket it is essential to have a design that can be compressed without too much force, but still with sufficient force to seal against high water pressure – in other words, a balance between compression force and sealing characteristics.”
ES Rubber’s solution to the perceived gasket corner problem was granted a European patent in 2008.[3] The development consists of a design by Dr Werner Grabe that ensures sufficient space, with the gasket corner protected to ensure that the material is still sufficiently compressible into the segment gasket groove. This is achieved by rectangular pins in the segment mould closing the hollow channels of the gasket profile to prevent ingress of vulcanising material while still supporting the tip of the corner. There are also further cylindrical pins to reduce the volume of rubber. It is claimed that this design has a reaction load based on only around 120% of the gasket profile, compared to 300% of the volume for a conventional vulcanised corner.
![An ES Rubber segment gasket with ‘anchoring’ feet and patented soft corner using cavities produced by pins [Photo: Dr W Grabe]](https://ded2pkq5zsyd4.cloudfront.net/images/article-0357/2-GASKET-9-Grabe-ES-Rubber-soft-anchored-corner.jpg?v=327ea41f15750e360123e3022b55ed99c1b0f647)
An ES Rubber segment gasket with ‘anchoring’ feet and patented soft corner using cavities produced by pins [Photo: Dr W Grabe]
This design was used in the Diabolo Tunnel under runways at Belgium’s Zaventem airport, while the latest application of an ES Rubber segment gasket with ‘soft corners’ will be the Tel Aviv Metro in Israel. A version of the Grabe soft corner has also been developed for coextruded hydrophilic seals used in India and Singapore.
VIP Polymers’ approach has been to produce specifically angled corner joints with the same open channels as the main gasket design. In a new process, each has thin vulcanising ‘shot-films’ between the ends of the gasket profiles. This enables the gasket to be placed in the gasket area without any major build-up of vulcanising material so that the inherent spaces within the gasket section can continue to allow sufficient compressibility to create a waterproof seal without putting excess stress on the surrounding concrete of the segment. But, as VIP Polymers Technical and Sales Director Steve Casey explained, the design and methodology is quite complex.
“It took over two years of development work to ensure that the vulcanising method provided a corner strength equal to the extrusion,” said Casey. “Now we are ready we have applied for a patent for the development. It has already been purchased for two major tunnelling projects that use cast-in gaskets – including the Shieldhall CSO tunnel in Glasgow.”
Leading manufacturers of gaskets for segmental tunnel linings include:
- Adeka (Japan & US)
- Arsan Kaucuk (Turkey)
- Cordes Tubes & Seals (from mid-2016, Germany)
- Dätwyler (Germany)
- ES Rubber (Israel)
- Fama (Italy)
- Hamilton Kent (Canada & US)
- Jiangyin Haida Rubber and Plastic (China)
- Kantaflex (India)
- Trelleborg (The Netherlands)
- VIP-Polymers (UK)
“VIP retains the experience and technical skills that it had when it was last in the market,” said Casey, who himself has 30 years’ of experience in tunnel gaskets. “But, unlike some manufacturers, we produce anchored gaskets to suit the actual angle of the adjoining joint gasket grooves, exactly, using laser-guided cutting – rather than assuming 90 degrees will always suffice.
He added: “This better suits trapezoidal segments. Within ISO 9001 approved quality systems and Standard EN681-1 we also develop and check rubber formulations – including for water industry applications – to ensure that there is no microbiological degradation.”
Latest products
Fama became the first Italian company to produce anchored segment gaskets with the first application in 2011 for the TBM-bored Terna cable tunnel under the Messina Strait between Sicily and the mainland. Other Fama gaskets have been used in tunnels for the Turin and Riyadh metros.
Although ES Rubber of Israel manufactures a range of anchored gaskets, the company’s current major supply contracts are for the more conventional glued versions – to the KAT 3 contract of the Koralm high-speed railway tunnel project in Austria; and for Line 3 of the Guadalajara Metro in Mexico. Two types of section are being supplied to the Koralm Tunnel, depending on the expected groundwater pressures and ground types. The TunnelFlex 36 S, with a 36mm-wide gasket base, is designed for pressures up to 6 bar in loose rock sections; with the shallower TunnelFlex 36 MIN for solid crystalline rock zones. At the Guadalajara Metro the gaskets used are of the narrower TunnelFlex 33 G type, which are 20mm deep and have 90 degree soft corners to resist up to 2.6 bar of groundwater pressure.
Cordes Tubes & Seal (CTS) of Germany is moving into manufacturing tunnel segment gaskets – including the hydrophilic, anchored and coextruded types. This follows more than 50 years in manufacturing seals for other tunnelling applications – such as those for concrete jacking pipes, shafts, and 15 years of making seals for TBMs and for TBM launch eyes (working with Herrenknecht and MSD). The company was also a distribution and site service partner for Phoenix profiles. CTS has been carrying out performance tests and setting up production lines to commence the manufacture of its segment gaskets by mid-2016, but CTS’s Andreas Diener reports that demand has led to the company beginning manufacture early, in March (2016) under Managing Director Heiko Höft. The company is to supply a water tunnel in Georgia that faces a working pressure of 10 bar, with gaskets tested by STUVA to 20 bar.
Hydrophilic
Strips of rubber can be modified, during manufacture, with a hydrophilic agent inserted to allow them to swell in the presence of water. However, this material cannot be stored outside, or in a humid atmosphere, without the gasket swelling ahead of being applied on the segments or installed into the lining.

Crates of ES Rubber gaskets awaiting use at the Koralm Tunnel casting plant
The Dätwyler project reference list indicates that coextruded gaskets with hydrophilic and non-swelling elastomeric rubber material are particularly popular for the Singapore Metro and for metro tunnels in India. Similar profiles have been used for rail tunnels and sewers in Switzerland, metro tunnels in Moscow and Greece, for the Marmary-Bosporus rail crossing in Turkey, as well as on the SMART road and stormwater tunnel in Kuala Lumpar, and on the NSBT highway tunnel in Brisbane, Australia. Gaskets composed entirely of hydrophilic material have been used, but to a much lesser extent.
Other manufacturers of hydrophilic gaskets, and designs incorporating a hydrophilic strip for added security, include Haida, Trelleborg and VIP Polymers. Projects supplied with Haida lining segment gaskets include the metro tunnels of Beijing, Shanghai and Guangzhou in China, and for sewer tunnels in Korea.
High pressure
Although the above developments in segment sealing gaskets can be described as being chiefly manufacturer-led – to improve performance – other developments are coming as a direct result of project design demands. As the trend towards deeper and deeper tunnels increases, the associated higher groundwater pressures can only be withstood through improved design of materials used for the tunnel lining – including segment gasket seals, and, for that matter, the waterstops for in-situ concrete linings.

The range of gasket profiles to be available from Cordes Tubes & Seals from mid-2016
How do these demands affect gasket design? Tiedemann, of Dätwyler, said: “The gasket pressure rating depends on the compound, size and shape of the internal structure of the gasket. The gasket is usually designed to a certain pressure with a maximum gap and offset condition for a worst-case scenario. It depends as well on the maximum load deflection force that is allowed in the specification, or requested by the contractors. All these factors impact the gasket performance and sealing capacity.“
In recent years the maximum pressures that have to be resisted by tunnel linings, including their seals, have increased greatly. Dätwyler has supplied gaskets with installed pressure ratings of up to 18 bar for Le Perthus railway tunnel through the Pyrenees in Spain; of 15 bar for the Pajares rail tunnels, also in Spain; and of 16 bar for the Guarenas-Guatire line tunnels of the Metro Caracas in Venezuela.
VMT International Sales Manager Nod Clarke-Hackston emphasised the importance of accurate mensuration to achieve the low tolerances seen in many national specifications. These have been determined, including those for gasket housings in segments and moulds, from around 0.2mm to 0.5mm. Accuracy by manual measurement is a complex task even for very skilled personnel. Production of trapezoidal segments, with their lack of parallel edges, make manual measurement a very lengthy or even impossible process.

Diagram of coextruded segment gasket in section as installed (left) and in compression (right)
Use of a laser tracker industrial measurement system (LIS) greatly speeds the process while minimising human error. Clarke-Hackston also said that 3-D measurement is the only way to discover distortions of originally intended mould measurements as produced by torsional forces produced during transportation. Other likely aggravation factors include temperature, which should be specified for the measurement location.
Recent projects that have benefited from a sophisticated quality control system, including laser mensuration systems, include the Lee Tunnel at the Ridham precast works; and the Koralm Tunnel in Austria.
Author’s references
[1] Winterton, T R (inventor), C V Buchan Ltd (applicant), European Patent Application 95301933.8 from British Patent GB 9405900 of 27/09/95
[2] Schurch, Marc, Basler & Hofmann Singapore: Small but important – gaskets for tunnel segments, International Symposium on Underground Excavation & Tunnelling, Bangkok, Thailand, 2006
[3] Grabe, W (inventor), E Shemer Rubber Industries (patentee), European Patent EP 887 183 B1, European Patent Bulletin 2008/26
[4] Grabe, W & Glany, S (inventors), Phoenix AG (patentee), European Patent 4824289 (and later patents)
References
- Fama gaskets win ministry seal of approval – TunnelTalk, July 2015
- Central Subway breakthrough – TunnelTalk, June 2014
- ES Rubber seals the Gdansk under-river highway tunnel – TunnelTalk, April 2013
- Trelleborg meets Baku Metro gasket design challenge – TunnelTalk, March 2014
- Composite EPDM/hydrophilic gaskets for Bangalore Metro slurry drives – TunnelTalk, March 2014
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.