
Shani Wallis, Tunneltalk
- Guadarrama had all the ingredients for a race; but a race it was not. Rather than pitting the four TBMs against each other in a sprint, the two Herrenknecht and two WIRTH-NFM TBMs selected to excavate the 28.377km long tunnel spoke more of risk mitigation; the challenges faced by individual TBM drives; and the impacts of management strategies on TBM and overall performance.
- At the end of excavation, it can be said that all TBMs, their support systems, and their crews performed impressively well, collectively completing 56.8km of 9.5m o.d. one-pass segmentally lined hard rock tunnel, in a cumulative total of 118 months and within 33 calendar months, between 9 September 2002 and 1 June 2005.
Four TBMs working four portal drives for the twin tube Guadarrama high-speed rail tunnel, in Spain, have provided tremendous data for analysis and comparison. Technical journalist Shani Wallis visited the project to track the highlights.



From Left to Right - Figs 1, 2 and 3: Spain, with its capital, Madrid, at the centre of the country, is well suited to high-speed rail. Several lines are now in operation with others in construction, design and planning. The existing rail line from Madrid to Valladolid is 245km long and takes 2.5hrs to 3hrs. The new line with about 25% in four tunnels, will afford a 55 minute, 350km/hr, journey
-
Risk mitigation
Four TBMs from at least two different manufacturers were envisaged for the project from the start. Guadarrama is among the longest of the world's TBM tunnels and could only be driven from the four portals, Environmental protection of the Guadarrama national reserve under which the tunnels pass ruled out any intermediate access adits or shafts and in fact, added an extra 3km to the original alignment to ensure that all four portals are outside the reserve's perimeter. - Given the project's tight, six and a half year design-build construction period, it was unlikely all four TBMs could be manufactured and delivered on programme by the same manufacturer. "We also did not want all our eggs in one basket," said Jose Antonio Cobreros Aranguren, Director of construction for high-speed railway in the north-northwest of Spain for the owner, the Administrador de Infrastructures Ferroviarias (ADIF). "We tendered each of the four portal drives as separate contracts and each of the four different contract groups procured its own TBM. Two selected WIRTH TBMs and two selected Herrenknecht machines. These worked from opposite portals to each other. Other TBM manufacturers did not either commit to the project or did not prequalify."
- "We also had to consider the risk of a manufacturing company failing and abandoning its commitments to the project", said Cobreros. "This was unlikely but we had to consider the possibility. This tunnel, at this diameter, this length, and through this geology, was state-of-the-art rock tunnelling using prototype systems. Commitment to the project by the TBM manufacturers was vital."
-

More than 60km of muck and materials hauling continuous conveyor was in operation on the project
- Separating the two Herrenknecht and two WIRTH TBMs to either end of the tunnel was a challenge for the manufacturers. "This demanded two site set-ups and significantly increased the costs of supplying spare parts and technical support", said Detlef Jordan, Sales Manager for WIRTH. "But the location of each TBM was a matter for the individual contract groups and was a result of further risk mitigation which we understood."
- Once the individual contracts were let, the groups at each end joined forces to create a single operating entity for each portal. All contractors on the project are Spanish. Hochtief, as the only foreign participant, withdrew early from one of the South Portal JVs but remained a consultant to the group. Dragados, by virtue of being bought out by ACS after the four contracts were awarded, is the only contractor involved at both tunnel portals.
-
Distinguishing features
In design, the specification of all four 9.5m o.d. TBMs is identical. All had to be double shielded; capable of working through hard gneiss and granite rocks of +200MPa UCS; able to erect a precast concrete segmental lining; and to work with a continuous conveyor muck hauling system.

- According to contract, each TBM was programmed to achieve an estimated 500m/month/machine on a continuous 24hr/day, 7 days/week, 363 days/year operation (the two holidays being Christmas Day and New Year's Day). Each was to drive towards a contract end point that divided the job into four drives of 15km for the two Herrenknecht machines and 13.377km for the two WIRTH TBMs.
-

SOUTH PORTAL SITE: West Tunnel - Herrenknecht TBM, East Tunnel - WIRTH-NFM TBM
- "At the end of the day, the average is in this range", said Manuel Moreno Cervera, Site Manager for ADIF. "The two Herrenknecht machines started first in September 2002 and completed most excavation (28,650m to 28,175m). The WIRTH TBM from the South Portal made the first breakthrough and also recorded the best rate of advance at 982m/month. Average advance for all the TBMs, including all stops, was some 16.8m per 24hr production day. At the end of all tunnel excavation, the result of what might have been considered a race between TBMs was in fact more of a draw, with particular aspects of the experience from each portal making the noticeable differences."
- The following are particular distinguishing features of the TBMs and tunnelling operations:
-
• All TBMs had flat cutterheads and were dressed with 17in cutters - 65 on the WIRTH TBMs, and 61 on the
Herrenknecht machines
• All were capable of operating in double and single-shield mode, thrusting off grippers through the shield in
double-shield mode or off the segmental lining in the single-shield mode
• Maximum installed power, maximum forward thrust in double-shield mode, and cutterhead torque was 4,000kW
for 0rpm to 5rpm, 21,000kN thrust, and 20,750kNm torque at 1.8rpm for the WIRTH machines; and 4,200kW for
0rpm to 5rpm, 16,000kN thrust, and 20,447kNm torque at 1.85rpm for the Herrenknecht TBMs

-

Fig 4. Longitudinal geological section of the 28.4km long twin tube Guadarrama tunnel
-
• Maximum auxiliary thrust applied to the segmental lining when operating in singleshield mode for the WIRTH
TBMs was 108,000kN and 101,200kN for the Herrenknecht machines, which also had an auxiliary 500 bar
capacity hydraulic pump for emergency boost capacity
• Maximum load/cutter for each TBM was 250kN or 25.5 tonne/cutter (WIRTH) and 267kN or 27 tonne/cutter
(Herrenknecht)
• All four drives installed the same segmental lining comprising six segments and a key in each 320mm thick x 1.6m
wide ring for a final 8.5m i.d. finish. The one-pass segmental lining was specified for the rock tunnel tubes to
optimise time and provide a lined tunnel concurrent with excavation. Four production plants were established to
produce the segments and tunnel material was processed where possible and used for segment production
aggregate
• All TBMs had vacuum segment erectors and grouting of the annulus was through the segments
• The continuous conveyor muck hauling systems in each heading had a maximum capacity of 1,250 tonne/hour. At
the end of excavation a total of more than 60km of continuous conveyor was in operation - more than 30km at
each portal
• The cost of the four TBMs was said to be similar at about US$21.3 million each
• Both manufacturers entered into cutter consumption contracts
-
Environmental price increase
When the four design-build civil plus M&E - installation tunnel contracts were awarded in December 2000, the total cost for the Guadarrama section of the new 180km long Madrid to Valladolid high-speed line (including a 700m long viaduct across a valley at the South Portal and a fifth contract for surface works) was estimated at 156.6 billion Spanish Pesetas (US$1.1 billion at today's conversion rate). At the time however, the project's environmental impact statement had not been approved. This was to have significant consequence.

-

NORTH PORTAL SITE: West Tunnel - WIRTH-NFM TBM, East Tunnel - Herrenknecht TBM
- The tunnels were lengthened at each end for a total of 3km/tube to place the portals outside the national reserve boundaries, and a further 5km of surface conveyors was required at the North Portals to transport material unsuitable for segment production to a depot for onward disposal.
- When finally granted permission to proceed in September 2001, the tunnel was lengthened by 10% and the price had increased by 26% to some 203 billion pesetas - about US$1.5 billion. This represented more than half the line's total approved budget with some 73% of the cost funded by the Cohesion Fund of the European Union.
- In addition, a second and third campaign of geological investigation was undertaken after contract award, to further investigate the major Angostura Fault zone at the middle of the long tunnel. These had two major consequences. First, the tunnel alignment was moved 220m to the east into more favourable conditions for crossing the fault, and secondly, the end point of the tunnel contracts changed.
- At the start of the project, the two Herrenknecht machines were scheduled to drive through the Angostura Fault zone (one from each portal) and execute the breakthroughs at the end of their planned 15km drives. Apart from the major fault zone and other suspected areas of poorer rock quality, the geological investigation predicted largely hard, abrasive rock with little groundwater. The South Portal drives were to encounter the hardest and most abrasive rock.
- As it happened, the two North Portal machines, working through more favourable conditions, finished three months ahead of programme and four months ahead of the South drives. The two North machines also completed excavation through the Angostura Fault zone. The North Portal Herrenknecht advanced through the fault zone and stopped 600m earlier than scheduled. The North Portal WIRTH machine was making good progress in favourable conditions and was kept going to advance the west tunnel another 600m also through the fault zone. Correspondingly from the South Portal, the WIRTH TBM advanced a further 600m to breakthrough into the North Herrenknecht drive that was stopped 600m early, and the South Herrenknecht machine broke through 600m earlier than programme into the lengthened North Portal WIRTH TBM drive.
-
Progress performance
"All four TBMs performed much the same as each other, with one or the other progressing better than the rest at one point of time, and vice versa at other times," said Carlos Conde Basabe, Resident Engineer for ADIF. But the four TBMs did live different experiences. All suffered some mechanical problems. The two WIRTH TBMs had to stop early in their drives for rebuild of the frames on which the drive motors are mounted. The north WIRTH TBM was held up for four days following an investigation into a loco that caught fire. - The longest maintenance stop was on the Herrenknecht South Portal drive. During the 12 day stop, the TBM's main bearing wear ring was also changed, taking about four days. The machine had progressed it more than 12km through the hard abrasive rock of the South Portal heading at the time and "replacement of the wear ring was more a measure of precaution than a case of failure," explained Antonio Munoz Garrido, Project Manager for the South Portal contracting group. "After the stoppage the TBM continued a further 2,265m to achieve the tunnel's breakthrough."
- The longest non TBM-related stops were caused by geological problems. In June 2003, at about 3.4km into its drive, the North Herrenkencht TBM had to stop for more than a month, waiting for grouting from the surface to consolidate the gouge of the Valparaiso Fault. Progress was interrupted also at the start of all four TBM drives when the weak, weathered material, under the less than 10m cover of the lengthened tunnels, caused over excavation, face falls and sink holes to the surface. The two leading Herrenknecht machines suffered most with the following WIRTH machines progressing more steadily through known and therefore anticipated conditions.

| TBM drives as completed: | ||||
| North Portal East Tunnel Herrenknecht TBM |
Started: 11 Sept 2002 | Finished: 23 Dec 2004 | 14,328m | 28 months |
| North Portal West Tunnel WIRTH-NFM TBM |
Started: 2 Oct 2002 | Finished: 11 Jan 2005 | 14,085m | 27 months |
| South Portal East Tunnel WIRTH-NFM TBM |
Started: 8 Nov 2002 | Finished: 5 May 2005 | 14,091m | 30 months |
| South Portal West Tunnel Herrenknecht TBM |
Started: 9 Sept 2002 | Finished: 1 June 2005 | 14,323m | 33 months |
[The South Portal TBMs executed both breakthroughs in 2005: on 5 May (WIRTH-NFM) and 1 June (Herrenknecht)]
| Table 1: Technical data of the TBMs used on the project | ||
| TBM | HERRENKNECHT | WIRTH - NFM |
| Length: | 218m | 145m |
| Excavation diameter: | 9.5m | 9.46m |
| Installed power: | 5,436kW | 5,700kW |
| Total weight: | 1,950 tonne | 1,750 tonne |
| Cutterhead | ||
| Working torque: | 6,000-20,000kNm | 7,300-27,000kNm |
| Release torque: | 26,000kNm | 27,000kNm |
| Maximum thurst: | 16,000kN | 21,000kN |
| Cutters | ||
| Type: | 17in (432mm) | 17in (432mm) |
| Number: | 61 | 65 |
| Spacing: | 90mm | 80mm |
| Thurst/cutter: | 267kN | 250kN |
| Penetration: | 100mm/min | 100mm/min |
| Front shield | ||
| Diameter: | 9,440mm | 9,390mm |
| Length: | 5.9m | 5.04m |
| Main thrust cylinders: | 18 | 16 |
| Telescopic Shield | ||
| Diameter: | 9.24m | 9.375m |
| Length: | 2.4m | 3.31m |
| Weight: | 90 tonne | 80 tonne |
| Gripper Shield | ||
| Diameter: | 9.4m | 9.375m |
| Length: | 5.45m | 3.9m |
| Auxilliary thrust: | 101,000kN | 108,000kN |
| Tail Shield | ||
| Diameter: | 9.38m | 9.375m |
| Length: | 3.94m | 4.2m |
- "In softer ground, these long double shield machines are too heavy, at nearly 2,000 tonnes each, to work well through weaker rock", said Cobreros. "The secret is not to stop but keep them going, slowly and continuously. We did not forward probing or pre-excavation treatment from the face, and drill ports through the shields were some 12m from the face and provided for a grout array that was too wide to be time or cost effective. In zones of high deformation, it was difficult to move forward. The full 10,000 tonne of the auxiliary thrust jacks off the segments was needed to push the heavy shields forward; sometimes with the aid of building a temporary steel thrust frame to increase the load carrying capacity of the segments."
-

Fig 5. Percentage of time spent in double and single-shield mode
-
Annular backfill
For backfilling the lining annulus, the North Portal contractors chose to use mortar grout alone while the South Portal contractors used a combination of pea gravel and grout, injecting grout into the invert section first, followed by pea gravel over the arch, and finally cement grouting of the pea gravel at a distance behind. The mortar alone system performed well in weaker reaches of ground although, with the possibility of injecting pea gravel closer to the tunnel face than mortar, the pea gravel system was better at quickly filling any developing voids. - It was suggested however that using pea gravel into the invert as well as over the arch and following up with cement grout would have been the better method. Cores of the pea gravel backfilled headings were said to show no demarcation between the precast segment and the annular fill layers.
- At most, the TBMs worked 85% in double-shield mode with the remainder in single mode (Fig 5). In double mode, a 1.6m cycle was completed in 51 to 61 minutes and between 56 and 70 minutes in single mode when excavation must stop for ring building. In the simultaneous excavation+lining double-shield mode, it was said that the lining operation never held up excavation.

-

Fig 6. Progress by the four TBMs
- Maintenance, including cutter changers, was programmed as necessary within the 24hr/day, three-shift pattern rather than as set shift downtimes. Overall utilization of the machines was between 40.45% and 48.63% with maintenance and cutter changes accounting for 12.5% to 23% of total downtime.
-
Cutter consumption
In all headings, cutter consumption was said to be higher than anticipated. The South Portal contractors in particular stated that abrasivity was higher than predicted. The client said that high abrasivity was predicted but that the site investigation, carried out using state-of-the-art techniques, was restricted by the limitation for taking cores in the protected Guadarrama reserve and by the high overburden of more than 980m in places. - For the total 28,413m of rock excavated from the North Portals, a total 10,692 discs were consumed. The WIRTH machine consumed 5,094 discs and the Herrenknecht 5,598. Cutter consumption figs for the South Portal drives through the hardest rock formations are: 5,806 for the WIRTH machine and 6,726 for the Herrenknecht TBM for a total of 12,532 discs over 28,412m of excavation.
- Factors such as cutterhead design (disc spacing, design of the muck buckets, etc.), as well as design, ring profile, manufacture and materials of the cutters themselves have significant influence on cutter wear and consumption. Other explanations for the higher consumption have also been suggested. Both Herrenknecht machines started first, one from each portal, and were ahead of the WIRTH machines for at least the first 6km of the drives. The WIRTH machines therefore had some advanced knowledge of rock conditions.
- Another theory is that the Herrenknecht machines, by applying cutterhead thrust through the set of cutterhead thrust control rams, rather than directly off the main thrust cylinders, allowed cutterhead load to be controlled accurately and therefore closer to the maximum load per cutter, or 27 tonne x 61 cutters. This increased penetration but also increased the potential to exceed cutter load resulting in an increase in cutter consumption due to wear and breakages. On the WIRTH machines cutter loading had to be estimated by deducting the shield friction from the main thrust. The WIRTH machine operators, using this less precise method of cutter loading, might then have been more cautious; achieving less penetration but also less wear and less cutter changes.

| Table 2: Cutter consumption and productivity data for the two North Portal TBMs | ||
| WIRTH-NFM TBM | Herrenknecht TBM | |
| Number of cutters | 65 | 61 |
| Cutters changed due to wear | 4,215 | 3,794 |
| Cutters changed due to blockage | 733 | 1,393 |
| Cutters changed for other reasons | 81 | 350 |
| Total cutters changed | 5,094 | 5,598 |
| Lining rings/cutter | 1.77 | 1.60 |
| Linear m/cutter | 2.84 | 2.60 |
| m3/cutter | 199.57 | 181.40 |
-

Fig 7. Histogram of rings built per day by the four tunneling machines
-
Project programme
Following end of the feasibility study in 1997; government approval in September 1998; and award of design-build contracts in December 2000; the new 180km long line to Valladolid from Madrid was scheduled to be in service in June 2007. - This was delayed by the prolonged environmental approval process, but even at this point, with the initial critical path element (excavation of the Guadarrama tunnels) now complete, there is much to do before the project can be declared near finished.
- At Guadarrama, the contractors must complete excavation and in-situ concrete lining of the 121 cross-passages of about 21m long and at 250m intervals between the tubes as well as the 500m long emergency refuge tunnel at the alignment's mid-point that is connected to each running tunnel at 50m intervals.

-

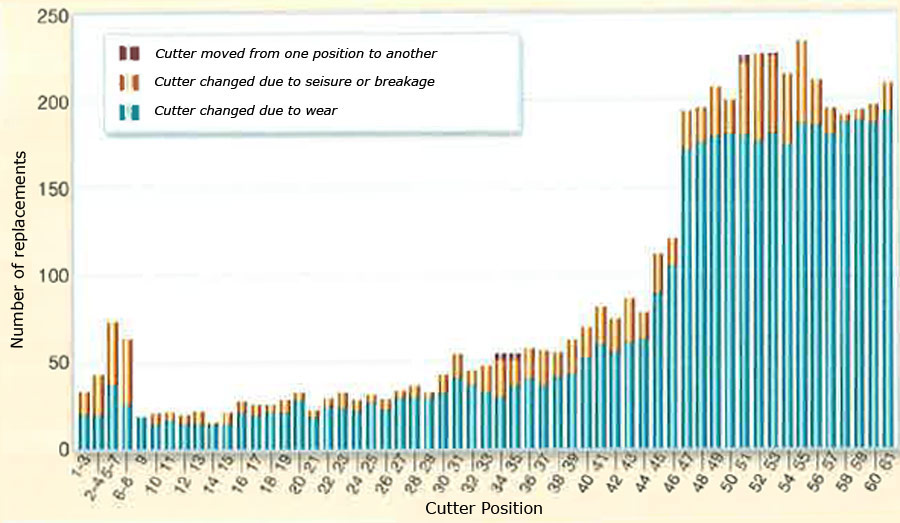
Fig 8. Disc cutter changes data for the North Portal Herrenknecht TBM
-

Fig 9. Disc cutter changes data for the North Portal WIRTH-NFM TBM
- In addition, there are three other tunnels on the line (Fig 2). Two shorter tunnels of less than 2.5km each, and of single-tube double-track design with about a third of the total length in cut and cover for environmental protection reasons, are complete, while the third is the 9km long, twin tube San Pedro tunnel closer to Madrid. Its excavation, for a total 43km of the new 180km long line in tunnel, has only just begun using the two Herrenknecht open gripper TBMs from the recently finished Lotschberg base tunnel project in Switzerland. The contractors (OHL for one tube and a JV of Adesa, Copasa, Sando and Tapusa for the other) are about to launch the machines into shallow cover at the south portals.
- With no segments and the need to cast an in-situ concrete second pass lining, the critical path for the new line has now shifted from Guadarrama to San Pedro. The lining will be cast concurrent with tunnel excavation according to Cobreros, and as Javier Varela Gorgojo, Construction Site Manager of the South Portal construction group admitted, "we still have a long way to go on Guadarrama as well, which we must remember, now that main tunnel excavation is finished."
- As has been the case on several previous large tunnel projects, installation of M&E services has frequently caused greater delay than the excavation phase, with excavation often being completed within, or very close to time and budget.
- For Guadarrama it is certainly true that excavation of some 56.8km of 9.5m diameter, one-pass segmentally lined tunnel, through hard rock, completed within three years, by four TBMs, sets a new benchmark for the industry at large.

|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.