
SITE REPORT - SINGAPORE
The good, bad and mixed on the DTSS
Apr 2004
Shani Wallis, TunnelTalk
-
At 48km long, the Phase 1 network of the Deep Tunnel Sewerage System (DTSS) in Singapore passes through much of the island's highly variable geology. Conditions vary from soft compressible clays to loose running sands under high ground water pressures, to zones of very hard, highly abrasive, fresh granite and stretches of completely decomposed rock soils. Conditions change in some cases from metre to metre with menacing mixed faces in-between. All are taxing the skill and abilities of men and machines alike. Shani Wallis, TunnelTalk Editor, reported from Singapore.
-

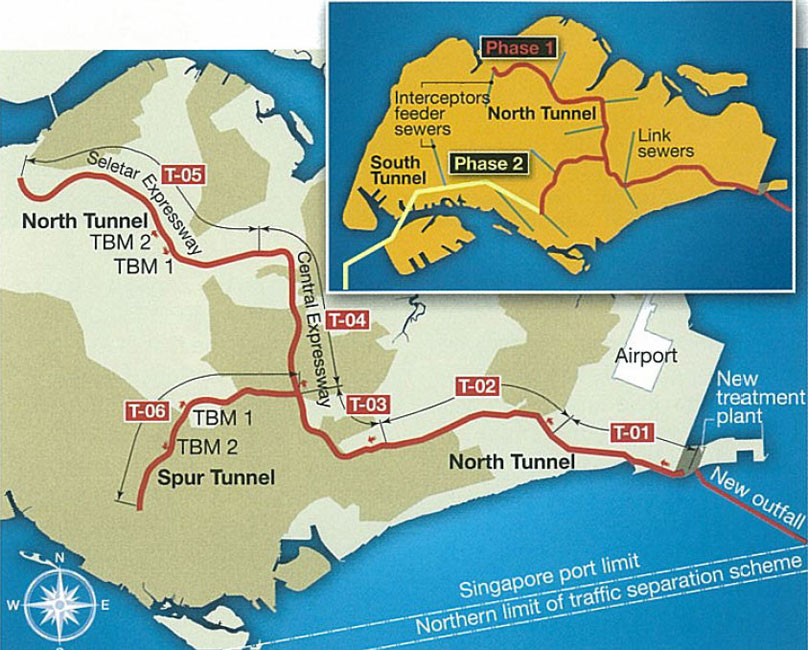
Fig 1. Alignment of the DTSS (Deep Tunnel Sewerage System)
- By early 2004, the six design-build contracts and eight EPBMs engaged on the first phase of the DTSS in Singapore had completed more than 87% (42km) of the 48km alignment. Tunnelling had started in early 2001 and when TunnelTalk visited the project in mid-January 2004, five of the eight TBMs had finished excavation and casting of the final in-situ concrete lining, with its integrated corrosion protective internal membrane, was underway. The sixth and seventh machines were just weeks from holing through as the last of the set continued to struggle through difficult mixed ground conditions in the north.
- For the most part the 48km alignment divides into two geological zones.
- The four contracts in the south-east run mostly through old alluvium deposits at up to 50m below the surface and beneath a high ground water table, while the two on the north and west (Contracts T-05 and T-06) run through more challenging hard rock and mixed hard rock/soft ground conditions. On the southern contracts in less permeable old alluvium, the four contractors used soft ground EPBMs with open spoke cutting wheels and operated at pressures up to 3 bar. These four machines of 5.5m to 7.26m in diameter (one from Germany and three from Japan), recorded consistent progress at averages anticipated by the client’s project engineers, the CH2M/ Parsons Brinckerhoff JV, and the design-buiId contractors and their consultants (Table 1).
- Penta-Ocean believes its 7.7km tunnel on Contract T-02 is the longest drive for a single EPBM of its size. The 7.16m o.d. NKK EPBM achieved a progress best of 602m/month and an overall average of 55m/week, working two 12h shifts/day, six days/week, to complete the 7.7km long drive in just under 35 months.
| Contract | Contractor | Design-build manager | Length | EPB TBMs | Finished dia | Award price |
| T-01 | Woh Hup/Shanghai Tunnel | Babtie BMTHarris & Southerland | 5.8km | 1 Herrenknecht | 6m i.d. | S$80.6m |
| T-02 | Penta-Ocean Construction Co | T Y Lin South-East Asia | 7.7km | 1 NKK | 6m i.d. | S$95.6m |
| T-03 | Kumagai/SembCorp JV | Hyder-Geo-Consultant | 5.3km | 1 Kawasaki Hl | 6m i.d. | S$68.8m |
| T-04 | Samsung Corporation | Meinhardt/Halcrow | 7.3km | 1 Mitsubishi Hl | 4.3m i.d. | S$74.2m |
| T-05 | Philip Holzmann/SembCorp JV | ST Architects & Engineers/Babtie | 12.5km | 2 Herrenknecht | 3.6m i.d. | S$139.5m |
| T-06 | Ed Züblin | Meinhardt/Geoconsult | 9.7km | 2 Herrenknecht | 3.6m i.d. | S$91.8m |
- The machine performed well in 65% of the alignment, in quite good sandy conditions, in which only water was required as a conditioning agent to create an effective pressure balancing plug in the 8m long screw. For the other 30%, polymers were needed to create a plug in more permeable, lower standard penetration test (SPT) soils. For a 200m stretch through an outcrop of hard granite on the drive, the TBM required modification. The outcrop was discovered during additional site investigation work required by each design-build contractor after contract award and before start of construction.
-

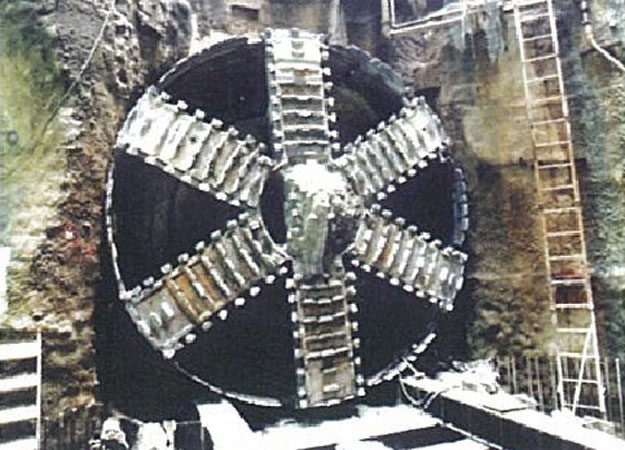
The T-05 south drive Herrenknecht
- As a result, modifications were made during TBM manufacture as well as on site prior to entering into the granite zone. These modifications included installation of additional arms on the open spoke cutterhead, reduction of the cutterhead’s open ratio, installation of six thrust grippers in the forward can of the TBM shield, and an increased number of disc cutters.
-
Design-build contracting
While a great deal of the design criteria for the fully gravity-fed trunk sewer tunnels is fixed, the DTSS client team, part of the Singapore Government’s Public Utilities Board (PUB), elected to award the construction contracts on a design-buiId basis, "principally to optimise the time saving advantages," explained Chiang Kok Meng, Director of the PUB DTSS Department. - The scope and size of these large diameter tunnelling contracts is a new undertaking for the PUB. "Under the design-build concept, design, manufacture and delivery of the TBMs could progress concurrent with final design, saving several months on the overall project schedule. On the down side, as the client, we have less direct involvement than is possible under conventional design-bid-build contracts. Nevertheless we are pleased with the design-build experience and would follow the same approach for future projects."
- For the design-build contracting teams the room to manoeuvre is limited. The grade and alignment of the tunnels is fixed and the use of certain methods such as dewatering is restricted.

-

T-06 Herrenknecht (2)
- "To avoid the potential for surface settlement we specified the use of positive closed-face slurry or EPB tunnelling, and disallowed dewatering without explicit approval," said Mrs Ang, Deputy Director of the PUB DTSS Department. "We also required the design-build contractors to undertake further site investigation borings, to supplement the geological investigation data provided by us during contract tender, and for them to prepare their own geotechnical interpretive report for the purpose of refining the design of the selected TBMs, confirming their methods for excavation, and for anticipating conditions to be encountered. In addition, and in all cases, contractors had to have their designs reviewed by an independent checker before they came to us for final checking and approval."
- For the most part the strategy has worked. The incidents of surface settlement above such a long distance of tunnelling, through ground conditions of known treacherous nature, and beneath vital surface traffic infrastructure has been low and of slight impact - by both Singapore and international standards.
- An incident at a launch shaft as one of the TBMs was mining through the tunnel eye into the drive is the most serious event of ground loss to date. It caused a face loss depression on a street some 40m above, which resulted in road closure during the night hours to fill the depression and have the road fully available once again for the morning rush hour. "We have had no other major face loss incidents and have not caused any major settlement of either the roads or the MRT transit network, under which the DTSS tunnels pass several times,“ said Robert Marshall, Project Director for the CM2M/Parsons Brinckerhoff (PB) JV. "Now, with most of the tunnel excavation finished, the highest risks of surface settlement are behind us and I believe the record is very good given the tunnelling conditions and DTSS tunnel routes"

-

T-02 NKK
-
Greatest challenge
The greatest challenge for contractors on the project is the most northerly of the eight tunnel drives. For Singapore contractor SembCorp (now fully responsible for the contract following collapse of its joint venture partner Philipp Holzmann in 2002) progress on Contract T-05 using two 4.93m Holzmann-procured Herrenknecht-supplied rock-face EPBMs has been particularly slow due to exceptional geological conditions. The North Drive in particular was running almost two years behind schedule when TunnelTalk visited in January 2004. - One of the most difficult aspects is that the fixed tunnel horizon runs along the highly undulating interface between peaks of very hard, massive fresh granite, of recorded compressive strengths of 200MPa-30OMPa, and valleys of weathered to completely decomposed granite soils under a full head of up to 52m hydrostatic ground water pressure. "With a fixed gravity flow alignment we cannot move either deeper into more consistent hard rock conditions, or higher into longer reaches of soft ground conditions," said David Helliwell, Construction Manager for SembCorp. "As it is, the machine can drive out of an almost vertical interface of hard rock into a full face of water-charged decomposed soils. To avoid over-excavating the running soil, the TBM operator must change immediately from non-pressurised operations in full-face rock, to full EPB operation at the first indications of soft ground in the face. The same then applies in reverse."
- Also, the granite is highly abrasive. Discs break on impact with hard massive rock ledges in mixed faces, and others are worn into several flat spots by being jammed and released in succession by chips of hard, massive rock lodging in the housings. Interventions into the excavation chamber to replace worn discs can be as frequent as every stroke, with an inspection at least after every fourth ring or 4.8m.

-

T-03 Kawasaki
- On Contract T-05, a large percentage of these interventions must be carried out in compressed air to the maximum 3.4 bar pressures allowable by Singapore law. Hydrostatic pressures have been higher however and on one occasion, ground freezing was required to provide stable enough conditions for an intervention. Maintenance has also required repair of excessive wear on the screw conveyor, cutterhead and body structure.
- Work has also been needed to strengthen the cutterhead support struts against fatigue caused by the high thrust pressures used to penetrate the rock and high torque encountered in the soft and mixed face conditions. "At the start of the project we did not expect to need such frequent interventions," said Tay Ching Khiang, Project Manager for SembCorp. "Also, most of the interventions we expected to undertake in free air in zones of full faces of rock. The reality has been at the other extreme."
-
TBM design
With no room on the forward bulkhead of the 4.93m diameter direct variable frequency electric drive TBM for modular air locks, a secondary bulkhead is located at the back of the 12m long leading shield can, just ahead of the segment erector and ring build area. The space between this and the leading bulkhead is the single large air lock. Through this, a maximum three workers can pass through into the forward chamber, as well as be decompressed back into free air. This is a major consumer of time, since at the maximum 3.4 bar working pressure and according to the German compressed air working tables that are being used, a maximum of 2hr working requires a minimum 3hr 49min in decompression, which provides for a maximum possible 8hr of working in each 24hr period of man-entry intervention compressed air operation.

-

T-04 Mitsubishi
- To avoid the time and cost of having to apply ground freezing to execute interventions, the contractor applied for controlled dewatering along the alignment to lower the ground water and reduce hydrostatic pressures to the within the maximum 3.4 bar man-entry pressure.
- "Given the circumstances and the logistics of the alignment in this not so heavily urbanised area of the island, we agreed to strictly controlled dewatering at certain zones along the route of the most troubled North Drive," said Marshall for CH2M/PB and the client. "In addition, the tunnel route was moved horizontally within the easement under the 6-lane Seletar Expressway closer to the verge to allow for the installation of a limited number of dewatering wells and away from potentially more serious impacts of any dewatering-induced settlement. Tunnel alignment was also adjusted to allow otherwise offset access shafts to be directly overhead and create further opportunities for easier TBM wear repairs in free air."
- While the South Drive machine of the two identical Contract T-05 TBMs has struggled on in its original configuration to finish its shorter 4.8km long South Drive, conditions on the much longer 7.6km North Drive proved too onerous. In September 2003, the contractor decided to retrieve the machine from an intermediate shaft and undertake a major refurbishment that took two months. "Among other things, we fitted a longer screw conveyor and fitted a new, more abrasive resistant cutterhead with larger openings to help clear the spoil from the front," said Helliwell.
-

T-01 Herrenknecht
- The new cutterhead, it was said, has shown a much-improved performance in the rapidly changing conditions. Reports from Singapore confirmed that the South Drive - scheduled for a hole-through in March 2004 when TunnelTalk visited in January 2004 - did actually hole-through on 8 March. Meanwhile, by late March, the North Drive had added about 600m since the start of the year. It had passed through another three sections of very abrasive, mixed face material, which required another complete replacement of screw conveyor due to wear. By the end of March, and with the ground conditions remaining highly variable, the TBM was some 3.6km into the 7.6km long drive with 4km to go.
- On Contract T-06, through conditions that also required hard rock EPB TBM excavation, contractor Züblin made better progress. By January 2004, with one drive finished and the other about to hole through, the contract’s two 4.48m Herrenknecht rock EPBMs had recorded a best monthly advance of 625m on its North Drive and an average weekly rate for both machines of 59m and 55m respectively. Conditions included full faces of both hard granite rock and soft decomposed granite soils but with a significantly lower percentage of mixed face conditions.
- The Contract T-05 North Drive is the tunnel causing undoubtedly the most delay to the project but fortunately it is the most northerly drive. The client will be able to commission the lower reaches of the network once they are complete and the network of new higher-level interceptor feeder sewers are commissioned.
-
Protective inner lining
As the T-05 North Drive is left to battle on, all other contractors are well into the final stages of casting the inner membrane-protected in-situ final lining. As part of the owner's 100-year maintenance-free design life criteria, the corrosion protection PVC or HDPE membrane must be applied integral with the cast concrete. For each contract, different methods of casting this lining are being applied. Some are casting the 330° membrane-protected arch first, and coming back to cast the invert, while others are casting the invert first and the arch as the second pass. - The contractors have selected HDPE membrane from either AGRU of Austria, Steuler of Germany, or Engineered Linings of South Africa. "The key to effective membrane installation is to place enough tension on the tough inflexible minimum 2.5mm thick material as it lies draped over the arch shutter before starting the pour" said Owen Griffiths, CH2M/PB's Resident Engineer on Penta-Ocean's Contract T-02. "Otherwise ripples will form and sections of the membrane will have to be cut out and reinstalled."

-

A completed section of the membrane-protected in-situ concrete final lining of the 6m i.d. tunnel on Contract T-01, with the 30° invert section yet to be cast as a second pass
- Only on Contracts T-02 and T-04 have contractors Penta-Ocean and Samsung elected to cast the final lining using a full round telescopic shutter. When on site, Penta-Ocean project manager, Nakayama, showed TunnelTalk an illustration of the two 37.5m long Japanese-manufactured shutters that were at the time being assembled at the mid-point of the 7.7km long tunnel. He described how the invert element will hold the membrane in tension while the full round lining will be cast to the tunnel's final 6m finished diameter. Hopes were high that the system, and the two shutters, would allow the lining to progress at up to 1,000m/month.
-
One down, Phase 2 to go
Back in 1999, keen international competition for the DTSS design-build contracts attracted between 10 and 12 tenders for each, resulting in very competitive prices. Few of the bids received exceeded the projects budget estimates. Under the design-build procurement strategy and once completed, the owner of the DTSS will have acquired a 48km system of large diameter, 100-year design life infrastructure at a total contract bid price cost of US$329 million. This is within a project total of US$2 billion that includes a new high capacity treatment plant and a 5km long outfall comprising two 3m i.d. precast concrete pipes installed in sea bed trenches off the south east coast of the island. - Phase 2 of the DTSS on the south-west side of the island comprises another planned network of deep level tunnels with another large treatment plant and outfall structure. It is scheduled for construction after 2015 - long after the current Phase 1 experiences have passed into the archive of Singapore's quite particular tunnelling history.

|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.