
- Current
When the major components of the Herrenknecht 4th Elbe Tunnel slurry TBM were rebuilt into a second 14.20m diameter machine for the Lefortovo highway tunnel project in Moscow, the system, with it’s new cutterhead and new slurry separation plant, was expected to progress at about 100m/month. In fact, best rates have been more than twice that with the best month of 226m recorded in the 30 days of June 2002. Best daily advance to date was 12m recorded in May 2002 and in the 10 months since routine production started in January 2002, working 24h/day, 7days/week and with about 24h/week of downtime for routine maintenance, the full average for the TBM and its Russian tunnelling crews, including all downtime, has been some 150m/month and about 200m/month for the past five months.

So why so good? It could be said that the original expectation was set too low, but the risks to sustained progress were substantial:
Essential also would be sustained financial and political support by the City Government, not only to maintain progress, but also fund supplies, including imported specialist materials and spare parts, and meet payment obligations to the principle organisations, subcontractors and labour teams involved. The Moscow City Government is financing the highway project without contribution from Russia’s Central Government or any other international funding agency. After accepting the deep bored tunnel solution for the missing link on the third ring road at Lefortovo, a strong lobby against the reported bored tunnel cost estimate did persuaded City Mayor Yuri Luzhkov to split the project into a single deep bored tunnel and a separate contract for a cut-and-cover and at grade alternative with a bridge over the river for the parallel carriageway (Figs 1 and 2).

Since taking that somewhat pressured decision, political and financial support for the bored tunnel has been unfailing although the project’s contribution in the City’s budget for fiscal year 2003 is yet to be confirmed. Luzhkov visited the site in April 2002 when the TBM was 300m into the drive, and was said to have been intrigued by the operation, management and technical sophistication of the tunnelling system and duly impressed by the immense size of the tunnel and high quality of the construction.
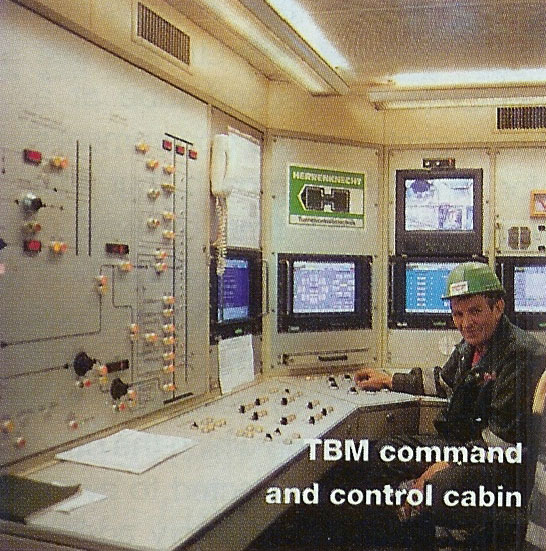
The enormous 14.22m o.d. cutterhead of the Herrenknecht Mixshield turns at 1.5 rev/min with the gauge cutter travelling some 60m in a minute. At the centre is the 3m diameter cutterhead of an independent slurry system TBM that rotates at 2.2 rev/min and ensures effective excavation of the tunnel centre to avoid build-up of an unmovable knot of material at the centre of a very slowly rotating single unit cutterhead. The cutterheads are dressed with Palmieri disc cutters and guidance of the huge TBM is assisted by a VMT guidance system.
Conservative progress rates were also based on previous experience. On its first outing for the 4th Elbe River highway tunnel crossing in Hamburg, Germany, the tunnelling system averaged about 84m/month on the 2,056m long drive. The geology and the logistics of the high-pressure under-river crossing were different, but the Hamburg experience was a reasonable basis on which to set a realistic projection for the Moscow assignment. Vladimir Bessolov, Managing Director of the project and a Director of Transstroy, the huge joint public-private stock company established out of the former Soviet Government’s Ministry of Transport Related Construction and prime contractor of the Lefortovo bored tunnel project, did revise construction programme rates to 180m/month. Even this significantly more optimistic projection is less than what is actually being achieved.
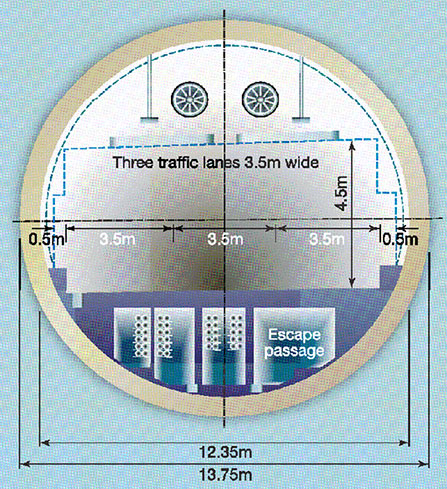
The success it seems is a combination of factors. First, the geology, while challenging, has held no surprises. Predictions of water bearing sands, silts, and clays, with thin layers of laminated limestone, under hydrostatic pressures of about 3-3.5 bar at tunnel invert, and with few boulders, have proven correct (Fig 3). As such the tunnelling systems, designed to meet such conditions, are performing well.
Reliability has also been high with no major downtime for mechanical or system failures. The combined TBM and slurry separation plant availability (excluding programmed maintenance periods) has been more than 90% as an average.
Routine maintenance periods include man-entry into the excavation chamber to inspect and replace worn cutterhead tools. Such interventions are under 2.7-3 bar pressure which limits the working time in compressed air to 105 minutes with 3hr in non-oxygen assisted decompression. The huge slurry TBM has five air locks - two for the centre TBM unit (one man lock and one for materials) and three into the chamber of the big wheel (two for man-entry and one for materials).

In addition the staff and workers are highly motivated. Lefortovo is a position of prestige in the tunnel construction industry in Moscow and is well paid. Organisation and housekeeping on site, in the tunnel, and care of the equipment is exceptional and the local crews have been eager to learn. Ring build for example has improved from up to 3-4hr/ring initially to a slick 45 min at present.
Thirdly, as their first move into super-sized tunnelling, the Russians, wisely, bought a complete tunnelling package and negotiated qualified technical assistance agreements.
For the tunnelling package Herrenknecht not only supplied the TBM, its back up, slurry separation plant, and entire segment fabrication plant, including the 36 Ceresola moulds from the 4th Elbe Tunnel operation, it also supplied all necessary support equipment, including Schöma locos, Mühlhäuser grout and segment cars, a Stetter grout mixing plant, Korfmann ventilation equipment, a Josef Paris portal crane, and a fleet of dump trucks and muck loaders.
For technical assistance the Russians entered two separate agreements. First it has a service and technical backup contract with Herrenknecht. This covered assemble and launch of the machine and continued with qualified supervision of TBM maintenance through the excavation period. There were about 15 Herrenknecht technicians on site for TBM assembly and there have been four full-time technicians on the project since then. A new agreement is being negotiated for Herrenknecht teams to assist machine dismantling at the end of its current drive.
The second agreement Transstroy has is with Vinci Group of France, or Campenon Bernard as it was at the time, for technical assistance. Campenon has extensive experience of large soft ground tunnelling projects and has been associated with the Lefortovo project since the early planning stages. Under the agreement, the company has a team of 20 full time engineers on site to assist with project programming, civil engineering responsibilities, and the operation of the slurry system and separation plant.
Under their agreements Herrenknecht and Vinci representatives are required to transfer know-how and train local managers and staff. Herrenknecht’s German team leader, Henning Johannis, is fluent Russian-speaking, and a team of Russian interpreters and translators ably assist other foreign nationals.
“The assistance of the internationals has been valuable,” said Gratchev. “We have learned a great deal from our friends and we will have similar technical assistance agreements for the next TBM operation but the details are yet to be finalised.”
At current rates the huge slurry TBM is expected to complete its 2.2km long drive in February/March 2003. Following that, the entire tunnelling installation will be dismantled and moved to the west side of the city where it will excavate two new 2.2km long tubes on the missing link in the main lateral highway that enters the city from Riga, the capital city of Latvia (Fig 1). For that project Transstroy has the order to excavate both tubes through a recreation park developed to stage the Moscow Olympic Games in 1980. Work on establishing the site of the second job has already started and the TBM is expected to arrive ready for reassembly and launch at the end of 2003/early 2004. The new assistance agreement with Herrenknecht for dismantling the machine at the end of the current drive will include a thorough overhaul and re-assembly of the TBM for the second project.
Discussing cost was a complex area mainly because procurement of large civil projects in Russia is so markedly different from elsewhere in the world, and because Lefortovo is so different from anything undertaken in Russia to date. As the ultimate client, the City Government of Moscow has established the rules, rates and schedules by which the cost of the project is estimated. There is no concept of competitive tendering nor the possibility of saving cost through negotiation or alternative sourcing to increase profit for the contractors involved. Through a group called the Organizator, established by the government to oversee project management, the government itself bought the TBM and all the associated tunnelling equipment and engaged all the associated companies involved, including the civil and system design engineers (the detailed design of the tunnel was acquired with procurement of the TBM and its segmental lining), and awarded the segment casting order to concrete company OAO Mospromzhellzobeton.
Following an international prequalification process, the project was awarded to the Transstroy Group, which in turn established the Tunnel 2001 subsidiary to complete the bored tunnel section, in association with the Vinci technical assistant agreement. A different subsidiary of Transstroy is completing the cut-and-cover transition zones either side.
Having been awarded the tunnel project, Transstroy under the chairmanship of Vladimir Brezhnev, nephew of former chairman of the former Soviet Union, worked with the Government and according to a set of unit price formulae or standards, to establish a project cost estimate. As owner of the TBM and tunnelling system the Government instructed, for example, that the full cost of the system would be amortised over the course of the Lefortovo tunnel project, which at the time comprised both tubes and was expected to take about two years to excavate. It also stipulated the prices to be paid for electricity, water, and other supplies; the amount to be paid for renting space from a local steel factory on which the working site, offices and access shaft is established; the cost of procuring the segments from the casting factory; the amount to be paid for foreign assistance agreements; and the scale of wages to be paid to staff and workers.
On top of that, all aspects of the construction work, from the cost backfill annular grout to the cost of a loco- or crane-operating hour, is calculated from a official schedule of rates. These rates or standards were set for the tunnelling industry back in the 1970s and there is a formula by which they are adjusted for 2001 estimating. However, for various aspects of the slurry TBM operation there is no established standard. These are having to be set as the project progresses. For example, Johannis of Herrenknecht is being asked how many crane hours will be required for dismantling the TBM. This is difficult to estimate but important to Transstroy. If the crane hours are underestimated, or more grout is used to back fill the annulus than specified, there will be no additional payment to cover extra hours or extra grout and will constitute a loss for Transstroy. Savings from less crane hours or less grout used than estimated will accrue as profit.

Commenting on the decision to split the two original tunnel tubes into one bored tunnel and a second cut-and-cover carriageway, Gratchev admitted via translation by Johannis, that “of course it was no good for us. Everything on site was set up for two bored tunnels to be excavated over about two years. But this has little consequence on our financial situation. At current progress rates we will save on various bill items and could therefore make a small profit over authorised payments. But this could change. The government could change the amounts we pay for supplies and services. Corporation taxes are also very high in Russia and will eat into any profit, and we have a difficult section ahead of us as the TBM progresses towards the breakthrough pit on the other side of a shallow under river crossing and progress could slow down, again eating into savings. But we are optimistic at the moment.”
The consequences of splitting the project have had greatest impact on the City Government’s budget. To start, there has been a major redesign of the safety and operating systems of the single three-lane highway tunnel. With no cross passages for emergency escape, the internal structure of the single tube has been redesigned to incorporate a stainless steel slide every 500m to allow users to escape into an evacuation passage beneath the tunnel’s road deck. The redesign costs are to be paid for by the Government.
The Government must also pay for the design of the alternative cut-and-cover carriageway. The opposition construction group persuaded Mayor Luzhkov that it could complete the second tube at a much reduced cost than the Government’s estimate for the TBM approach but little had been done at that time by way of detailed design, environmental impact assessment, or construction programming. Work has since started on the second carriageway with utility diversions and foundations for the bridge crossing of the river and already the disruption to residents and traffic is evident - disruption that the deep bored tunnel option was originally selected to avoid. There has also been public outcry against necessary demolition of eight buildings to accommodate the parallel carriageway alignment - another reason why the bored tunnel option was selected.
In addition to these social costs there were unanimous predictions from Bessolov and Gratchev that a) while progress rates for the bored tunnel remain higher than predicted, the costs decrease and savings increase, b) the cost of the one bored tunnel tube at Lefortovo per meter is higher than cost/m would have been for two tunnels, and that c) the projected cheaper cost of the cut-and-cover and bridge alternative for the second tube will increase and the construction time will extend. Already it is clear that construction of the TBM driven tunnel will be completed (and perhaps opened to traffic) well ahead of the parallel carriageway.
Had popular City Mayor Luzhkov known that the tunnelling system would perform quite as well as it has, maybe he would have resisted pressure to split off the second tube into a separate cut-and-cover alternative, but as Gratchev said, “Mayor Luzhkov is learning too”.
Bessolov, with a long career in tunnelling, including 15 years with the Moscow Metro before 18 years as Tunnelling Director of the BAM railway tunnels in Siberia,explained his four musts for successful public infrastructure projects. “First you must select the best technical solution, having considered all the social and economical implications; secondly you must select the best equipment available for realising that technical solution; thirdly you must recruit a team of good people to operate the equipment and implement the solution and finally you need good luck on your side - which it will be if you have been faithful to the first three requirements,” said Bessolov, “but will abandon you if even one of these is missing”, he added with a wry knowing smile.
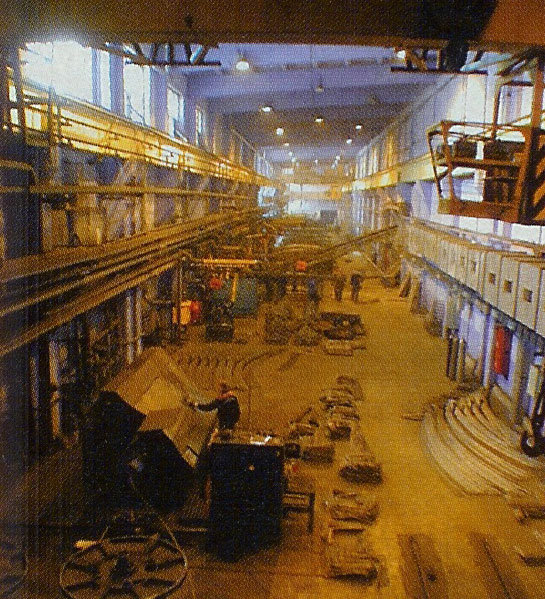
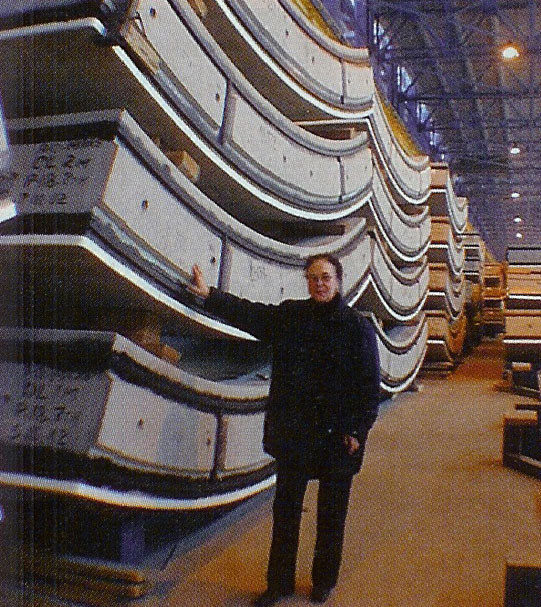
The eight massive, 18 tonne segments plus key in each of the 1,100 x 2m wide x 700mm thick rings of the tunnel’s bolted and gasketed precast concrete segmental lining are being cast by the company OAO Mospromzhellzobeton at its cast factory about 15km from the Lefortovo site. During a tour of the factory, Irina Mineava, the technical and quality control supervisor explained that the eight large segments comprise 7.3m3 of concrete with a minimum 300kg/m3 of cement in the mix, and that the lining is reinforced with some 700kg/m3 of steel rebar. The heavy lining was designed originally for the Elbe Tunnel and is therefore overdesigned for the Lefortovo project, but it was less expensive to use the same lining design and the same casting moulds rather than buying new forms and adapt the TBM segment erector and handling equipment to the segments of a new design.
At the start of the production carousel, the prepared moulds move from the sound proofed filling and vibrating station, through the finishing stages and into a dry heat curing tunnel where the segments remain in a constant temperature of 25-30oC for 12hr to acquire the minimum 20MPa lifting strength. Once struck the segments stored for a minimum 7 days in the controlled 22oC temperature of the factory before being moved to the outside stock piles. While inside the segments are finished and fitted with the sealing gasket imported from Phoenix of Germany and the segments of every 15th ring cast are checked for tolerance compliance using gauges and instruments supplied by Ceresola and VTM.
Casting of the segments started in September 2001 with the initial set up and testing of the equipment. During the TunnelTalk visit, Mineava explained that there were about another 300 rings of the 1,100 requirement to cast and that these would be completed by the end of December. The factory works three shifts/24hr, 5 days/week and produces 36 segments/day.
“Casting the segments for the Lefortovo project was a truly interesting experience,” said Mrs Minaeva who has worked at the OAO Mospromzhellzobeton factory for some 15 years. “The standard required is very high, the casting tolerances are very tight, and the quality demanded is exceptional. We will now produce the segments for the system’s next task and will meet the same standards and rates of production.” Despite the much-increased rates of progress above the 100m/month of the original technical expectation, shortage of tunnel segments never interrupted TBM advance.
In the tunnel, the huge segments are lifted into place by the Herrenknecht vacuum segment erector and the annulus is backfilled immediately via eight grout injection ports built into the tail skin. Control of surface settlement above the 14.22m diameter tunnel drive has been controlled to within 20mm. This includes the section of tunnel that passes about 15m to tunnel crown directly beneath the raft foundations of the area’s military school. The old historic building was further protected by a programme of compensation grouting designed and implemented for the project by Vinci.

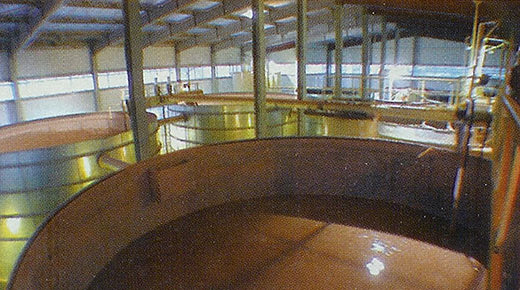
The separation plant at Lefortovo is the world’s largest to date. Designed and assembled by specialists MS of France, the plant is totally enclosed in large sheds and comprises three main sections. First the three-stage muck separating system receives loaded bentonite from the TBM and starts the separation process in three large trommels. After travelling on through six vibrating screens, the slurry passes finally through eight 750mm diameter and 48 x 300mm diameter cyclones to remove all particles above 40 micron. From here purified slurry returns to the series of 1,000m3 and 500m3 storage tanks that also hold recycled and fresh bentonite, spent bentonite and clean and recycled water. From this storage centre bentonite is either recycled back to the TBM via the slurry return pipes that lie protected and insulated beneath the concrete apron of the construction site, or recharged with fresh bentonite or water, or diverted into the third section of the plant, the six filter presses. Here the spent bentonite is mixed with lime and passed through the presses to remove all mud particles greater than 20 microns, including the bentonite itself. This reduces the mix to clear water that is recycled to the storage tanks and dry cakes of mud that drop into the muck bin below for loading into disposal dump trucks.
There is a total 5,800m3 capacity for holding bentonite and water in the slurry plant with on average, another 1,000m3 in the TBM and in the excavation chamber of the 158.4m2 tunnel face. It is the largest system in the world in that it handles an average flow of 2,800m3/h. The system established by MS for the airport railway tunnel project in Sydney, Australia had a flow handling capacity of 2,000m3/h and the system set up also by MS for the current 14.8m diameter Groene Hart high speed railway tunnel operation in The Netherlands has a flow handling capacity of 2,500m3/h. The separation plant used with the 14.20m diameter Herrenknecht TBM on the 4th Elbe tunnel was designed by Schauenburg of Germany and had a maximum flow handling capacity of 2,400m3/h but it was different in design in that it had banks of centrifuges for treating the spent bentonite ready for disposal rather than filter presses.

The filter presses at Lefortovo have been working more frequently than anticipated. “The action of the TBM, the character of the excavated material, and the passage of the loaded slurry through the pumps and pipes of the network, has resulted in a high quantity of less than 40 microns fines that are not removed in the separation system,” explained Claus Noppenberger of Herrenknecht. “As these diluted fines increase the density of the bentonite, its muck carrying capacity reduces. As density increases bentonite is diverted to the filter presses for disposal and the recycling system is recharged and diluted with fresh bentonite.”
It takes about 40 min to complete a pressing cycle and at an operating pressure of about 8 bar, each press produces about 8 tonne of bentonite/lime/mud cake with a water content of about 25%. With six filter presses in the set and about 20 presses/day, the total output of filter presses is 960-1,000 tonne of mud cake/24h day.
“The separation plant here at Lefortovo was design for a TBM progress rate of up to five rings or 10m/day,” said Noppenberger. “The increased rate of up to 6 rings or 12m/day, plus the breaking down of the excavated material into a higher content of diluted fines, has resulted in the filter presses working full time and the consumption of imported bentonite being a higher than expected. For the next project, where geological conditions are expected to be similar, comprising sand, limestone layers and clay under a high water table, the intention is to add another four filter presses.”
On the question of using either filter presses or centrifuges for final spent bentonite treatment and disposal, Noppenberger said that he personally preferred filter presses. “Centrifuges are costly to run, are difficult and rather complicated to adjust to suit changing ground conditions, and the final muck is wetter. The filter presses are simpler technology, cost less energy to operate, and produce drier muck for disposal.”
|
|
|
|
|
