
- Current
First breakthrough is achieved by the 14.5m mega-TBM for the Waterview highway connection in Auckland, New Zealand. A final face intervention over the weekend to inspect from within the integrity of the headwall at the northern trench enabled the Herrenknecht EPBM selected for the drive to break through on Monday morning (29 September 2014) local time.
The NZ$1.4 billion project comprises 2.4km of twin running tunnels as part of a wider 5km x 3-lane highway connection project that completes the city’s Western Bypass and should provide much-needed relief to the congested city centre and the harbour bridge.

The project continues to be notable for hitting all schedules set out by a delivery team that incorporates the New Zealand Transportation Agency as owner, and its tunnel contractors McConnell Dowell, Obayashi and Fletcher, together known as the Well Connected Alliance. The machine was powered up at the start of the first drive on the very day that had been planned nearly two years before – and first breakthrough is also achieved on schedule.
This is despite the fact that four weeks were lost during the drive for two unscheduled full replacements of the tail seals. Construction Director Stefan Hanke told TunnelTalk from New Zealand: “We had a bit of a slower start than we thought while we monitored the performance of the TBM and checked settlement levels, and there were two unscheduled stops to replace the tail seals after we discovered leakages. That put us back a month, but we still managed the September breakthrough, as planned, so we remain fully on programme.”
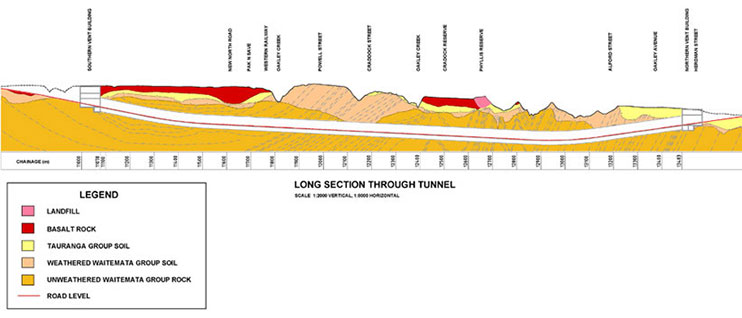
Other than the tail seal, everything else went relatively smoothly. The predicted geological profile, comprising a mix of sand and silts of the Taurunga Group, unweathered weak siltstone and sandstone of the East Coast Bay Formation (ECBF), with a small risk of intersections by much harder (up to 150MPa) layers of cemented sandstone of the Parnell Grit type, threw up few surprises. Abrasive wear to the 19in cutting tools, manufactured for Herrenknecht in the USA and selected for their abrasion resistance qualities, remained within parameters, as did anticipated water inflow rates.
On all occasions the team was able to find competent ground in which to complete maintenance and no hyperbaric interventions proved necessary, said Hanke.


Fears about the possibility of clogging at the TBM cutterhead and in the mixing chamber – a common experience in Auckland for previous mechanised drives through a predominant ECBF geology that is characterised by softness and stickiness – turned out to be ill-founded. This, however, is attributed to the design of the TBM selected for the project, which incorporated a larger than usual opening ratio of 45%, compared to the more usual 30-35%, to mitigate such a risk. “As it happened we had very little problem with clogging of the TBM. At the start of the drive we had a slight challenge after we went through the portal headwall, where some clogging was experienced, most likely as a result of a mixture of concrete, steel fibres and soil, but during the remainder of the drive we had no real issues in this regard,” said Hanke.

Water ingress at rates of up to 20 litres/sec in some places, and at pressures of up to 3 bar, especially through sections of the harder layers of Parnell Grit, required careful balancing of face pressure. Apart from a short stretch of alignment at the start of the drive, where rigorous testing of ground settlement was carried out at varying face pressures, the whole alignment was completed in closed mode, said Hanke. “During this initial testing period we came back with typical settlements of about 12mm, which was very good.”
Best excavation performance in a single 24-hour period was recorded at 29.8m, with a best monthly advance of 452m. These rates are expected to improve significantly for the parallel drive. “We expect to complete the second drive substantially faster as a result of lessons learned from the first drive about the geology, machine capability, and knowledge gained about optimised soil conditioning,” said Hanke.
Progress through what was predicted to be the most challenging section of the alignment through the saturated silts of the Taurunga Group, progressed at an average 10 rings/day, but was made more complicated towards the end by the fact that the tunnel passes with 7m of cover under a major six-lane highway.
“We could have advanced faster but we deliberately slowed the TBM to about five rings/day for the last 200m through the area of lower cover, during which time we held daily briefings with our design and geotechnical teams to agree our drive parameters for the day. We reduced the face pressure to about 0.8 bar to ensure that we avoided any blowouts to the surface, and had to ensure at all times that we had the balance between face pressure and settlement right.”
At times settlement under the reduced cover was recorded at 25mm, “not too bad,” according to Hanke. But the project team had to remain mindful at all times of the Great North Road above that experiences average traffic volumes of 50,000 vehicles/day and is one of the busiest in Auckland. In fact, a special chicane was constructed to divert the path of the highway above and ensure that when the moment came it was never directly above the tunnel face. Once the TBM had safely passed underneath the highway was then rerouted back along its original path.
“We needed to be very, very cautious at the end of this drive so as not to put the public in any danger,” said Hanke.
The next challenge for the team is managing the turnaround of the 87m long TBM shield and its three back-up gantries, a task that is not helped by the narrow dimensions (39m x 25m) of the northern approach trench in which the operation must be carried out.

The TBM will first be pulled out of the southbound tunnel portal using hydraulic jacks, and onto a concrete, and then a steel cradle. The floor of the approach trench is prepared with a covering of heavy steel plates, welded together to ensure a smooth, airtight surface. Ground anchors are installed to hold the jacks and rams that will force the 12.4m long TBM shield, detached from its three back-up gantries, out of the portal. The jack and anchor configuration will then be used to turn the 2,400 tonne shield through 180 degrees before forcing it back against southbound portal headwall. To ensure minimal friction a layer of grease will be applied between the cradle and the steel plated floor. Appropriately enough the grease compound being used contains lanolin extracted from the wool of some of the country’s 80 million sheep.
“A heavy transportation company has been hired to peer review our turnaround methodology, and we expect to complete the process within three months,” said Hanke.

Due to space restrictions in the trench, only the first section of the main back-up gantry will be reattached to the TBM at relaunch. A second, smaller, temporary gantry will be attached at the end of the first one, but this will be removed after excavation of the first 300m of the southbound tunnel. The remaining two back-up gantries, which will be turned in the same manner as the TBM itself, will then be reattached.
As the turnaround procedure progresses, second-stage backfilling to road level will be carried out in the completed tunnel. A first stage backfill, to the upper level of the U-shaped 2m long x 3.7m wide x 2.22m high culvert segments installed in the invert behind the TBM, was completed by a standalone back-up gantry that followed the advancing TBM. Secondary backfill will be to a depth of 1.2m above the level of the culvert.
Excavation of the 16 cross passages at 150m intervals along the 2.4km underground alignment will take place as the TBM advances along its return drive. Pipe arch presupport will support excavation of the cross passages.
TunnelTalk will continue to monitor progress as the project looks to recommence TBM excavation operations in December 2014.
|
|
|
|
|
