
- Current
-
- Stay Connected
- Marketplace
- Home Office
- TunnelTalk Account

Pushing TBM design limits under Lake Mead 3 Sept 2014
The race to complete the Lake Mead deep intake No. 3 tunnel in Nevada, USA, is, put simply, the story of a TBM being pushed beyond its design limitations to get the job done before the desert city of Las Vegas, quite literally, runs dry. Peter Kenyon of TunnelTalk speaks to Vegas Tunnel Constructors Project Manager Jim Nickerson for the contractor, and South Nevada Water Authority Project Manager Erika Moonin for the client, about an extreme drive through worse than anticipated ground under hydrostatic pressures that have so far reached 15 bar.
Right from the start, in 2010, nothing has been simple about the hard-fought 4,500m TBM drive at Lake Mead. This has never been more true than during the last 18 months – a turbulent period marked by spurts of rapid open mode progress, followed by frustratingly slow advances in closed mode through worse than anticipated ground conditions. Water inflows have been recorded at rates of up to 3,000 gal/min (226 liter/sec) at an applied pressure of 10 bar, the equivalent of approximately 12-18,000 gal/min inflow at normal atmospheric pressure.

View from above as crews repair the damaged cutterhead in a hand-excavated niche ahead of the face
Since March 2013 the already delayed project – now scheduled for substantial completion in Summer next year (2015) and commissioned in December 2015 or January 2016 – has suffered a number of further TBM-related delays, including:
- A seven-week stop to excvate by hand a niche in the face to carry out repair and replacement of heavily worn cutter disks and repair substantial damage to the cutterhead itself (March-April 2013)
- A six-week stop to excavate a 1.5m deep cavern in the face and to the full diameter of the TBM to carry out a full bearing seal replacement (December 2013-January 2014), and
- Two stops for a total of about six weeks to repair broken pinions on the bearings bullgear (May 2014 and August 2014)
All the while, lake levels have been dropping, and at 1,081ft (25ft lower than when TunnelTalk last reported on the project in 2013) there is now only 31ft of leeway before the existing intake No. 1 and pumping station will cease to operate at 1,050ft. SWNA completed critical remedial measures in 2013 to try to ensure a water supply down to an extra 10ft of lake elevation, from 1,060ft to 1,050ft, but cannot be certain how successful this will be. To put all this into context, lake levels are predicted to reach a critical level of 1,067ft in Summer next year (2015) – just 17ft above the current intake No.1 and at a time when full commissioning of the new deep level tunnel and intake structure is scheduled to be still five months away.

'Tide' marks at Lake Mead are mineral deposits on rock that was once underwater
The dual mode Herrenknecht machine procured for the vitally important project (Las Vegas receives 90% of its water from Lake Mead) is designed to operate under a maximum hydrostatic pressure of 17 bar. Operating under extreme water pressure in highly variable ground conditions was always a major concern for the whole length of the alignment, but especially once the TBM advanced out under the waters of Lake Mead from beneath Saddle Island about a third of the way into the drive.
The machine, however, despite being well equipped to deal with just about every eventuality expected from a drive carried out under such testing conditions, was never designed to cope with so much operation in closed mode. According to Jim Nickerson, Project Manager for Vegas Tunnel Constructors, the design-life expectancy for closed mode operation of the Lake Mead TBM was stated at just 30% of the project’s alignment length, or about 1,500m in total. To date 1,830m has been excavated in closed mode, and a large proportion of the remaining 1,000m may well also have to be performed in closed mode, including the last 150m (450ft) section into the concrete intake structure. It is not beyond the realms of possibility that by the time the drive is finished the contractor team will have exceeded the recommended maximum distance in closed mode by 100% or more.

Lake Mead TBM readied for its drive under the lake
“This machine was never designed to do this much tunnelling in closed mode,” said Nickerson. “Herrenknecht only recommended closed mode mining with this TBM to a distance of 1,500m, in line with our original specification for the job. Operating for so long in closed mode has been technically challenging and there is a lot of maintenance to perform.” As TunnelTalk went to press the contractor team was anxiously trying to locate ground conducive to open mode mining following a continuous run of closed mode operations since May (2014).
Oct 2012-May 2013: Major cutterhead repair
The full extent of the geological and hydrological challenges that would face the contractor team and the client became evident following successful completion of a three-and-a-half month grouting program in December 2012.
Having operated in closed mode for much of the opening 457m of the drive, the contractor was concerned about excessive wear to the cutter disks, and the state of the cutterhead in general, and needed, preferably, to plan a free air inspection intervention to enable an external examination of the cutterhead. This was achieved, but fractured ground conditions throughout the grouted zone made it impossible to perform maintenance as planned. A decision was made to drive through the fractured heading in the hope of finding more stable ground. None was found within the grouted zone, and the fractured nature of the rock lessened the immediate risk of further damage to the cutterhead and cutting tools.
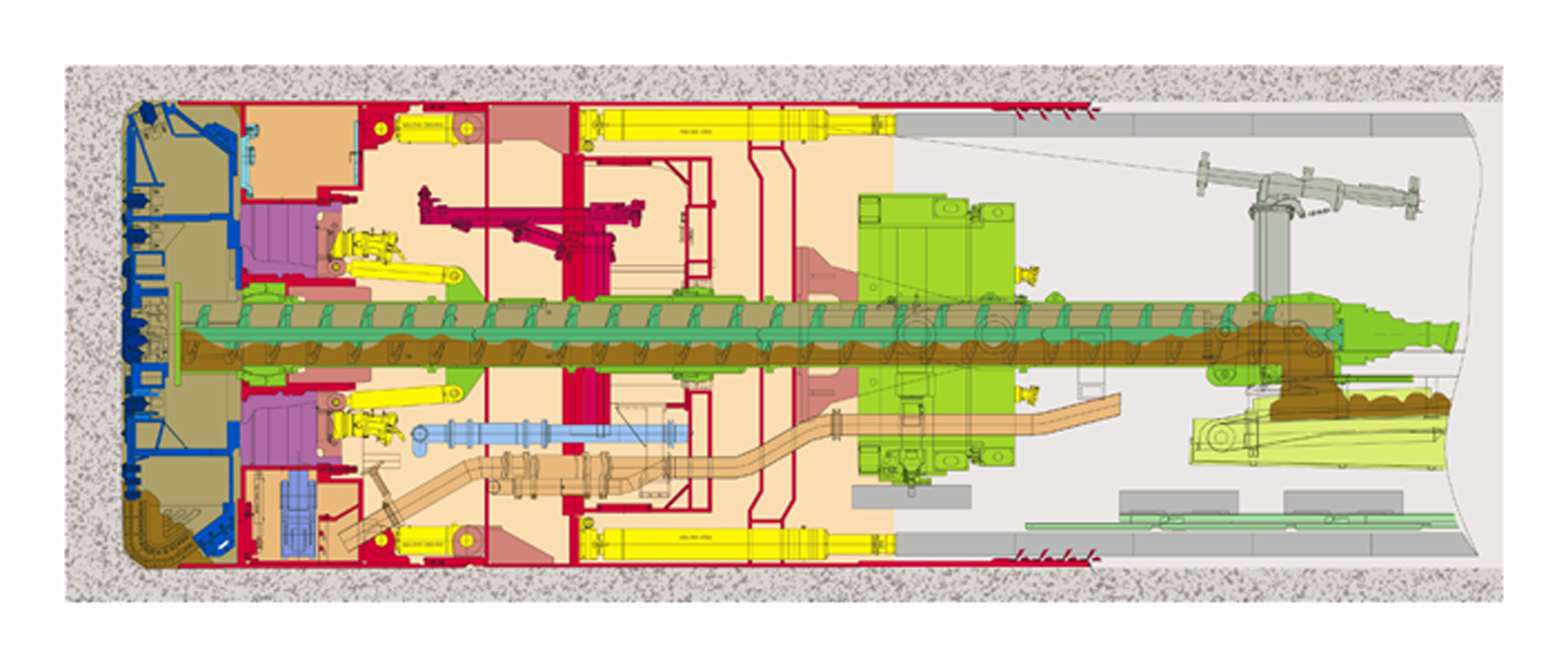
TBM configuration in open mode

TBM configuration in closed mode
“We mined forward for maybe a week after passing through the grouted zone and then, all of a sudden, we began to see metal showing up on our separation plant magnet,” explained Nickerson for VTC. “We went forward three further strokes and then finally stopped, 587m into the drive, figuring we were going to do one of two things – either a saturation dive or another long grouting campaign.
“At this stage we performed a piezometric test by measuring the inflow slurry circuit and the outflow slurry circuit, enabling us to measure the quantity of water we were taking in as the operating pressure was slowly decreased. We found we were able to get down to normal atmospheric pressure after all, but we had to contend with a 4,000 gal/min (300 liter/sec) water inflow rate.”
Work began immediately on changing the cutters from outside the cutterhead, but once crews were able to inspect the centre section they found the disks could not be removed. “After further investigation we found that the whole centre of the cutterhead was worn all the way into the structure. The disk cutters were more than half gone, and the wear plates had worn through and there was approximately 8in of metal loss into the structure of the cutterhead and the disk cutter housings. So now we were confronted with a very large structural repair of the cutterhead while at the same time also being faced with all this water,” recalled Nickerson.

Lake Mead intake no.3 alignment
“The only way to complete the repair was to go out in front and excavate a niche into the face, and work on this started on April 1, 2013. Once the niche was excavated we then diverted the water inflows down to the invert to create a perfectly dry area to facilitate a structural repair, using induction heating to assist in the process. Herrenknecht technicians were here advising with the work being done on site and under their guidance we completed the excavation of the niche and the repairs to the cutterhead itself on May 15, 2013.”
Despite the setback, Nickerson admitted the team had been lucky. “This was the only section of ground in the whole of the upper plate in Saddle Island that was even given consideration for a stop. We made three pushes from the place where we performed the cutterhead repair and we saw more water then we’d ever seen up to that date. If we hadn’t stopped where we did the job would have been in a very difficult situation. We’d have ended up having to complete another 3-4 month grouting campaign and hope for the best - and contractors typically don’t like to use the word ‘hope.’ ”

Segments await gantry lowering into 18m deep shaft at the launch site
“If conditions had forced us to complete the repair as a saturation event it would probably have taken more than a year. To give you an example on decompression, it doesn't matter if you are out there for 10 minutes or a whole day, it would take five-and-a-half days to decompress. The thought of carrying out a saturation at these pressures is very risky in our view and it was only ever to be carried out as a last resort.”
To date no hyperbaric intervention has been necessary, but the contractor is well prepared in the event it becomes so – and has stored on the job site a large amount of Heliox gas and other associated equipment for working in a high pressure environment.
June 2013-Feb 2014: Replacing the main bearing seal
Following successful completion of the cutterhead repairs in mid-May (2013), the team drove the TBM a further 400m in closed mode. In August 2013 the machine was stopped for two weeks to commission the open mode systems and conveyor ahead of breaking into the Muddy Creek Formation. This commissioning should have taken place at the very start of the drive but could not because the TBM had been operated from the outset in closed mode due to start up logistics and adverse ground conditions that saw two inundation events at the launch site and the need to realign the starter tunnel at the very beginning of the drive.

Inspecting the first ring of the tunnel
Nickerson said: “Progress then went very well in open mode, and we were able to mine almost continuously through to 1,175m (an advance of 195m), before switching back into closed mode due to ground conditions for another 152m or so, and out to 1,280m. We then switched back to open mode and mined in this manner between August 2013 through to December 2013, at which point we then got into closed mode mining conditions again, at high pressure.” Typically, explained Nickerson, closed mode excavation has been carried out in the range of 12-14.5 bar, with a short section in June-July 2013 reaching a project record 15 bar pressure.
It was around the turn of the year 2013-2014 that the contractor found metal shavings in the lube oil circuit, prompting the contractor to stop and investigate the origin of the problem and to consult with Herrenknecht in January. The diagnosis was a possible main bearing seal failure –to advance further would have risked catastrophic damage to the main bearing itself. Again the contractor was in luck, with the machine in open mode and in competent ground a repair was once again possible at normal atmospheric pressure. Work began excavating a 1.5m deep cavern ahead of the face so as to be able to slide the cutterhead forward and enable access to the main bearing seal assembly behind it.

Performing repairs on the drive motor pinions
“We were very fortunate that we stopped in time,” said Nickerson. “Our inspection showed a failure between the grease seal and the lubrication seal. What we saw prior to this inspection being possible, was cross-contamination of grease in our oil – that was what made us stop in the first place. Had we kept going then all the seals could have failed and we would have probably been in a situation like the SR99 Alaskan Way Project [in Seattle] with a total seal replacement and a main bearing replacement to consider. That would have been very difficult to contend with – obviously we can’t excavate a shaft in front of the machine like they have been able to.”
The remedial work involved boring an invert at the base of the cavern in front of the TBM and then setting up a rail system to slide the cutterhead forward 1.5m. Nickerson explained: “We removed all the plates and all the seals and then replaced them. Again, Herrenknecht engineers were on site.”
March-June 2014: Pinion bearing failure
After restarting the drive in February this year (2014), and following a number of further mode switches, another problem soon presented itself. “During a run in closed mode we started seeing metal showing up in our lubrication system at which point we had to stop to pull off all our gear boxes, motors, pinion gear housings, and then remove the pinion gears where we found the problem was with the pinion gear bearings, which all had to be replaced,” said Nickerson.
At the time of this failure, in closed mode, the team relied on the added protection of an inflatable seal system built into the TBM to cover just this sort of eventuality.
“We were able to do this work [on the pinion gears] in this location, and while operating in closed mode, for one reason only – an emergency seal located inside the machine’s cascade system that was able to inflate.”
“Inside the sealing mechanism of the on-board cascade system we have on this machine - which is itself pretty unique because of the high pressure the TBM was built to withstand – and situated between our two forward chambers, we have an additional inflatable seal,” said Nickerson. “While it’s not uncommon to have an emergency seal, it is unusual to have one working at these pressures. The emergency seal is an insurance policy to be used when the TBM is in stand-by condition, and is inflated so that if the front seals fail, it would prevent water and material from getting to the main bearing and into the tunnel.”
July-Sept 2014: A second pinion bearing failure

Six tunnel segments, which form a ring and 1.8m of progress, on a flat car for a ride to the tunnel heading
After completion of the repairs in June, excavation resumed in closed mode at 12 bar pressure, but on August 2 the contractor was faced with a second pinion gear bearing failure which required redeployment of the inflatable emergency sealing system and another two-week stoppage. Since the latest repair work was completed, in mid-August, the drive has been continuing at high pressure in closed mode to the point that the contractor is now just under 1,000m from the intake structure under Lake Mead. After continuously advancing in closed mode since the time of the first pinion bearing failure in May the team is anxious to find an area suitable for operating in open mode, but the opportunity to do so has not yet presented itself.
The next major challenge on the project will be connection with the concrete intake structure that was built two years ago. “We expect to start mobilizing for connection in November and December, with work starting in January 2015,” said Nickerson. “When we get to the intake we are docking into concrete – the concrete will probably be the best geological condition we see on the job.”

All that remains of an initial 2,500 x 6 segment stacks
Despite all the challenges that have been faced, contractor and client alike agree that the key to getting to within an ace of successful completion of tunnelling has been cooperation at every stage. Approximately US$55 million, so far, has been compensated to VTC by SWNA in the form of change orders – some US$40 million of that relates to recovery of the starter tunnel when it flooded and a realignment was deemed necessary. A further US$13 million was compensated for the long closed mode run of 2012 and the subsequent damage to the cutterhead.
“Both sides have been fair and reasonable with each other [as regards change orders]. One of the other things we have in the contract is an allowance item where client and contractor can share some of the unknowns like grouting and hyperbaric intervention, and we have paid some of that allowance out. This has given the contractor a little bit of comfort level that there is some additional money in the contract should they overrun on grouting and so on,” said Moonin for SNWA.
Nickerson added: “The biggest and most important thing is that with all these difficulties, and forgetting about the money, this job has always been about finishing this technically demanding project. The biggest story here is how a contractor and a client work together to get through these difficult points of the project and strive to have one focus, and that is to complete this job.”
References
- Race against time at Lake Mead – TunnelTalk, October 2013
- Fatal ring build accident at Lake Mead – TunnelTalk, June 2012
- Long wait over for Lake Mead TBM – TunnelTalk, September 2011
- Third inflow hits Lake Mead project – TunnelTalk, January 2011
- Inundation at Lake Mead Intake No. 3 – TunnelTalk, July 2010
- Lake Mead TBM design – TunnelTalk, November 2009
- Funding woes affect water projects in Las Vegas – TunnelTalk, April 2009
- Intake No. 3 tunnel contract award – TunnelTalk, June 2008
- Lake Mead intake project design – TunnelTalk, September 2006
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.