
- Current
Having been launched between August 1990 and March 1991, the four TBMs excavating the total 6km long x 7.7m o.d. twin tube rail tunnel under the East Channel for the Storebaelt link in Denmark should have finished towards the end of 1992. Instead, by then only about 20%, or 3km, had been completed.
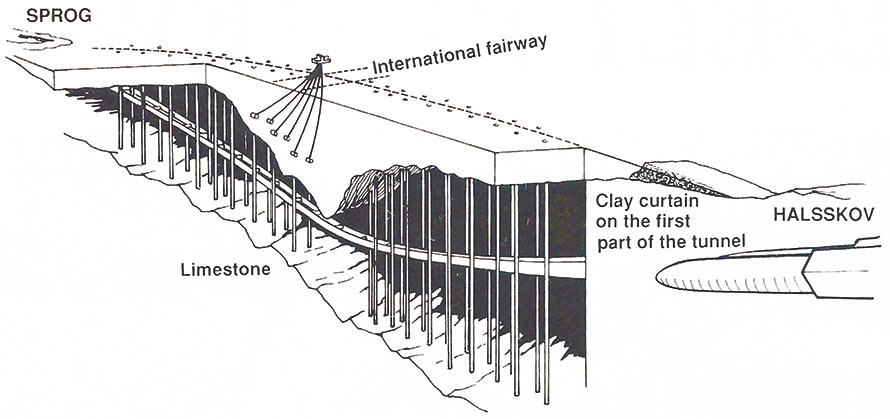
The technical challenges of boring a tunnel under the Storebaelt through boulder-infested glacial till and heavily-fractured underlying marl were recognised from the start. Granite boulders of up to 3m diameter, relics of the Ice Age, were to be expected in the till, while in the fractured marl, fissure flows of up to 500Iitre/min of water into the TBM cutterheads had to be expected. These fissure flows could also be under the direct influence of the full hydrostatic head of the Storebaelt above (Fig 1). At the deepest point (about 80m below sea level) this would exert a maximum 8 bar pressure on the TBMs.
"Despite many technical problems, the choice of the EPB technique for these conditions is certainly correct in my opinion," said Alastair Biggart, formerly Tunnelling Director of the project's COWI-Mott MacDonald consulting group and now Project Director of the East Channel tunnel for Storebaelt, the client. "It is the high requirement for man-entry due to excessive cutterhead wear and the behaviour of the till when excavated that have been underestimated."
The EPBMs excavating the four downhill headings from Halsskov and Sprogø were expected to work in the non-pressurised open mode in the overlying clayey till, comprising 35-40% sand, 35-40% silt and 10-15% clay, and revert to the closed pressurised mode when in the underlying fissured marl. However, while the till will stand unsupported in the short term, it has the tendency to ravel upwards with time. This is the most accepted likely cause of the devastating flood of the two Sprogø headings in October 1991 (see yellow box). The lack of fines in the till has also caused over excavation and collapses of the face during TBM advance. In addition, when encountered, lenses of water-charged glacial sand create a sudden surge into the excavation chamber. Closed mode operation has been required to control such situations and avoid back runs of material into the working area through the screw conveyor.


Excessive wear in the highly abrasive till is currently requiring man-entry into the cutterhead at about 120m intervals. This is about ten times more frequent than on the subsea Channel Tunnel rail link between the UK and France, a project with which Storebaelt has been compared since its inception. "Although at Storebaelt the marl will be less abrasive than the till, we do expect a greater need for man-entry during the remainder of the drives than previously anticipated," said Biggart, who, like many, comes to Storebaelt from the Channel Tunnel project where he was Operations Director for the contracting group TML Trans-Manche Link, from 1987 to 1982.
Originally, man-entry under the highest anticipated pressures was expected to be rare and would require the most advanced in deep sea diving know-how. Under more frequent man-entry, this was unacceptable from the time, cost and safety points of view. Methods of assisting the TBMs under the most extreme of conditions were required if the bored tunnels were to succeed.
One plan was to apply compressed air to the full tunnel length of each heading with a bulk head and lock at or near the portals. Another was to establish 'safe havens' of grout injected consolidated ground ahead of the TBMs in which necessary maintenance could be safely carried out at reasonable pressures. Both have been rejected on grounds of cost and logistics and have been superseded by one of the most ambitious dewatering schemes ever attempted.
Under what is known as Project Moses, a series of 36 wells on the sea bottom, supported by six power supply barges, is extracting up to 120m3/hr of ground water/well to lower the pore water pressure in the ground and reduce TBM working pressures to about 3 bar or less at tunnel axis. The objective is fourfold:
As Biggart explained: "It reduces the technological demands of the project significantly."
Dewatering underwater is not a new idea. An early application, although much smaller than that being undertaken at Storebaelt, was carried out by Edmund Nuttall on the Weymouth outfall tunnel in the UK in 1978. The plausibility of dewatering on Storebaelt was supported by the fact that on one occasion compressed air in the working chamber of the TBMs was found escaping through land-based dewatering wells, causing a water level rise of up to 4m in certain wells. Early trial wells also revealed a broad horizontal sphere of dewatering influence of up to 3.5km radius from each well. The relic water extracted from trial wells indicates very little vertical recharge from the sea above through the upper layers of clayey till. "The aim is not to dewater the ground or lower the water table to below the tunnel invert but rather to reduce the pore pressure to a sustainable 3 bar pressure", said Stuart Warren, Engineer in charge of Project Moses for COWI-Mott MacDonald.

Site investigation of two geological anomalies in the East Channel, including melt valleys filled with sand, presented the opportunity for Storebaelt as the client with COWI-Mott MacDonald and specialist consultant, the Danish Geotechnical Institute (DGI), to install the first five trial wells in September 1992. From these, the feasibility of the scheme was confirmed, the full installation was designed, and the technical details of the seabed well heads were refined. Under a variation order to its existing contract, MT Group, the contractor, took over installation and operation of the £17 million dewatering scheme in December 1992.
Under a subcontract, United Drilling Contractors, the contracting division of DGI, used three jack-up drilling rigs to install the 36 wells. A steel casing 5m into the marl prevents compressed air from the advancing TBMs escaping via the wells and moving along the critical marl/till interface.
The wells are located about 125m apart and lie alternately either side of the tunnel. To avoid TBM interference, the wells are about two tunnel diameters from the main tunnel walls (a 35m tunnel corridor) creating a 70m wide dewatering corridor. Nine additional piezometer wells continually monitor the pore water pressure in the ground ahead of the TBMs and data is relayed via radio telemetry systems on the barges to monitoring stations onshore. Water is discharged from well heads on the sea bed and it has taken 8-10 weeks of pumping to draw down the water table and establish a sustainable 3 bar pore pressure at tunnel axis. Wells will be turned off progressively as adjacent cross passages are completed. Under the new schedule agreed as part of the settlement between MT Group and Storebaelt in May 1992, all main tunnel excavation and the last of the cross passages is expected to be completed by mid-1994.
Traffic in the international shipping lanes of up to 20,000 ships/year and over 50,000 single ferry trips/year eliminates the possibility of setting wells in the deepest section of the tunnel alignment. Lack of till cover in this 1.5-2.0km stretch would probably cancel the effects of dewatering anyway. It is hoped, therefore, that this section can be completed without the need for man-entry.
June1988: Tenders for immersed tubes of steel and concrete and a bored tunnel are submitted.
November 1988: A DKr 2800 million contract for a bored tunnel (lower than its lowest immersed tube option of DKr 3200 million) is awarded to MT Group comprising Monberg & Thorsen, Denmark; Campenon Bernard, France; Dyckerhoff & Widmann, Germany; Kiewit Construction, USA; and SOGEA, France. Four EPBMs ordered from James Howden of Scotland,UK, with its new acquisition WIRTH GmbH of Germany. Original main tunnel excavation schedule January 1990 to September 1992.
May to August 1990: TBMs arrive after delays for late modifications and the first machine starts boring from Halsskov towards Sprogø.
September 1990: Impurities found in hydraulic oil system of first TBM launched and hydraulic systems of all TBMs are stripped and cleaned.
2 March 1991: All four TBMs now working.
28 March 1991: After 218m, fine particles penetrate the seals and damage TBM 1 front screw conveyor bearing. The heart of these EPBM is the 1.2m diameter x 20m long double screw conveyor which must reduce ground and water pressures to zero for discharge through guillotine doors onto the belt conveyor and so into waiting muck cars. The full 80 tonne weight of the 12.5m long front screw is held by the single bearing at the back end. When full of muck the screw 'floats' centrally in the casing. Otherwise, it lays heavily on the casing invert adding extra load to the bearing. Screw conveyor bearings on all four machines are replaced with bearings of more robust design and with a positive grease feed to the seals.
7 May 1991: All TBMs stopped (TBM 2 at 264m, TBM 3 at 185m and TBM 4 at 168) for modification and replacement of the front screw conveyor bearings. Relationship between MT Group and Howden completely broken down and Howden leaves site.
September 1991: TBMs 3 and 4 resume boring from Sprogø
14 October 1991 - The flood: TBM 3 has advanced about 358m, is about 250m out under the sea, under about 10m of cover and 6m of water, and has now been stopped for about 70 hours for face inspection and tool changes in free air. Water is seeping through and the maintenance subcontractor unfamiliar with tunnelling work trails the cables of a submersible pump through the man-entry lock to pump out collecting water. Early morning and the heading was evacuated rapidly as water begins to pour in. No time to remove the pump and other equipment to allow closure of the lock door. Screw conveyor had also been retracted leaving the closed mode ports of the screw conveyor open. Inundation of up to 4m3/sec, described as just like pulling a plug, indicates an obvious direct link with the sea above. TBM 3 heading floods in three hours. Water spills over at the portal into TBM 4 and floods this heading also. A well-placed dumping of a barge-load of clay within hours of the incident stems the flow substantially.
The total cost of retrieving the situation after the flood was about DKr 200 million of which the MT Group insurance paid the largest part. The client Storebaelt insurance paid for its equipment and for damage to permanent works. Sole insurer for the project is Danish company Hafnia which has reinsured about 95% of the cover worldwide mainly with the help of British broker Sedgwick after its involvement with the Channel Tunnel project.
28 October 1991: Divers succeed in securing TBM 3 against further inundation. Water in the portal zone is arrested at some 14m below sea level. Had inflow continued it could have overtopped the dewatering wells and jeopardised the made ground of the man-made island which the tunnel portals are established. It takes until November to pump out the TBM 4 heading first and until 27 November to pump out TBM 3.
Early 1992: Low penetration of up to 1.65m stroke/7 hours (instead of the more normal 30-40min) and at maximum 14,700kN torque indicates critical need for cutter and pick change on the two Halsskov TBMs but ground is too unstable to risk extended man-entry maintenance shifts, particularly after the flood experience off Sprogø, and TBMs 1 and 2 are kept going in search of better ground. It becomes evident that the TBMs will need auxiliary support in more technically demanding conditions than expected.
January 1992: MT Group starts constructing a 365m long x 70m wide clay peninsula over the Halsskov TBMs 1 and 2 headings. First man-entry reveals excessive wear, not only of the cutting tools, but also of the cutterhead structure. A clay blanket is built up to a peninsula from which a zone of vertical ground consolidation by jet grouting is carried out just ahead of the TBMs. When in the zone, shotcrete supported chambers are excavated in front of the TBM cutterheads from within which rebuild work is carried out in free air. A 2m diameter x 21m deep shaft allows access and materials supply to the chamber from the peninsula.
February 1992: Spirit of the contract between MT Group and Storebaelt becoming extremely contractual and claims orientated. In March, the client extends the advisory role of the COWIconsult-Mott MacDonald consulting engineering JV to include construction supervision. This was in the hands of Storebaelt hitherto.
March 1992: A jammed guillotine door at the screw discharge point prevents TBM1 (Selandia) moving into consolidated zone. Vertical nitrogen ground freezing from the peninsula required to repair the door.
May 1992: Contract now at stalemate. To avoid contractor leaving the job or being dismissed by the client, the contract is renegotiated. All claims settled at DKr 300 million with a further DKr 650 million as progress related payments. The settlement is binding until the finish of the construction works now rescheduled to mid-1994. Under the new arrangement the contractor accepts a greater share of the contractual risk and agrees to work with the client and its consulting engineer in developing measures to assist the EPB technique. New project cost for East Tunnel more than DKr 5 billion and new tunnel commission date late 1995/early 1996.
June 1992: Both Sprogø TBMs 3 and 4 (Jutlandia and Fionia) resume work after the flood.
September 1992: Project Moses trials begin and show positive early results. Flood is also partly blamed on the confidence of working ahead of the face in free air, but at the outer edge of the field of influence, in ground, unknowingly, benefitting from the island's dewatering system.
November 1992: TBM 1 (Dania) resumes boring from Jlalsskov after extensive rebuild of worn cutterhead.
December 1992: MT Group and Howden settle their difference out of court with £5 million of withheld fees paid by MT Group to Howden, significantly less than £10 million claimed by Howden. Howden will provide MT Group with technical advice and assistance as required under a new service agreement.
End January 1993: All four TBMs now boring. Project Moses is being implemented with the last of 36 wells expected to be in by the end of April 1993. Excavation of the first mined cross passage has started. Casting of all 62,000 tunnel lining segments was completed in April 1992. 1993 begins with morale on the project higher than has been for many a long dark month.
16 February 1993: Latest progress report:
Chemical grout injection, lateral brine ground freezing, and horizontal dewatering, all from within the main tunnels, will be used either singularly or in combination to assist excavation of the cross passages in this area. Under current plans, the TBMs will junction face-on and either one side or the other of this zone. The shields will be stripped of all components and the segmental lining will be erected inside the skins to complete the link.
After extensive mechanical repair to each of the TBMs, all four were back working again by the end of January 1993 (see yellow text box). Since then, tunnelling has progressed better than at any time in the past, erecting at best five 1.65m rings of precast segmental lining in an 8hr shift. Each 400mm thick ring of the bolted precast concrete lining comprises six segments and a wedge key. To ensure the required 100-year design life of the segments, a low water/cement ratio of 0.35 was specified for the concrete. The concrete mix, developed by MT Group, produced average compressive strengths of 70MPa, well above the 50MPa specification. To retard corrosion, all reinforcement has a minimum 35mm concrete cover and the reinforcement cages are covered with a fusion-bonded epoxy coating of between 150 and 450 micron thickness. To provide a watertight lining, the segments are fitted with EDPM rubber gaskets supplied by Tunnel Accessories of the UK. These have been tested to 16 bar pressures and are compressed during ring build using curved bolts on both the radial and circumferential joints.
A fully automated casting yard on Halsskov produced all 62,000 concrete tunnel segments between January 1990 and April 1992. With tunnel boring at a standstill for much of that time, storage of the segments became a problem. Today, there are stockpiles of segments on all available open spaces and the factory is now producing the precast elements for walkways and other finishing elements.
Each TBM is fitted with two guidance systems. The CAP (Conception D'Automates De Pilotage) system maintains correct alignment by using the TBM orientation to automatically compute the necessary ram extensions. CAP also controls and monitors many of the TBM functions for rapid fault diagnosis and warning of potential mechanical problems.
The Dywidag system continuously surveys the TBM position and orientation using automatic theodolite measuring of both angles and distances to four reflecting prisms set in the TBM. By comparing the TBM position with the required alignment, the sequence of rings is identified to either maintain or return to correct alignment. A wriggle software package developed by COWI-Mott MacDonald provides a final check of completed rings and overall alignment. As the rings leave the tail shield, the annulus is immediately filled with a cement/bentonite/water grout injected at about 2 bar pressure above ambient. Proof grouting takes place about 50 rings back.
That boulders have not caused a problem proves that the cutterheads (a Wirth design contribution) are working well and that the stiff till matrix holds them well enough for effective break-up by the cutters. Also, the ribbon section of the primary screw conveyor allows the passage of stones of up to 600mm in dimension to the stone trap where they are removed at atmospheric pressure.
A criticism of the cutterheads is that they do not mix the excavated material well. The clayey till tends to cake inside the excavator chamber. The extended screw conveyor tends then to drill itself a hole in the compacted dry clay without extracting any material. "Substantial amounts of water must be introduced to create a material which will feed into the screw", said Ove Lauritsen, Deputy Project Manager for MT Group. This causes a mess in the working area as wet material spills off the conveyor belt on its way to the muck cars. "Polymer additives injected into the excavation chamber with the water help bind the water into the material and create a more homogeneous mix", said Lauritsen. The possibility of recycling excavated muck back into the chamber to improve boring conditions when in the marl is also being investigated.
Besides those on the screw conveyor bearings, the main bearing seals, the Japanese type wire brush tail seals, and the segment sealing gaskets, are standing up to working pressures encountered so far. Project Moses will help ensure their adequate performance through the remainder of the job.
After the many troubles that have plagued the project, the moral of the story according to HansHenrik Gotfredsen, Managing Director of Storebaelt, is: "Do not build bored tunnels - at least not under the sea in the glacial tills of Denmark." Gotfredsen admits that from the beginning he favoured a steel immersed tube, much like the link under the San Francisco Bay for the BART mass transit system. This recommendation lost against strong support for a bored tunnel from the national railway authority and from certain politicians. According to Gotfredsen there was high optimism among the tunnelling industry given:
These comments compare the bored tunnel with the immersed tube tender. The actual cost of an immersed tube could also have escalated considerably, especially as this would have been probably the most ambitious application of the immersed tube technique to date.
"With a bored tunnel more or less forced upon us, we, as the client ,decided to establish as tight a control on the construction as possible", said Gotfredsen.
In efforts to maintain control, Storebaelt took a direct interest in the design of the tunnelling machines and retained construction supervision. The COWI-Mott MacDonald consulting group took over construction supervision in March 1992. Prior to that it was engaged as advisors to the client when the EPB tunnelling concept was specified and four TBMs were insisted upon. Storebaelt liked the Kawasaki TBMs but wanted them to be manufactured in Japan instead of Europe. Kawasaki said this could not be achieved within the time allowed and pulled out. Mitsubishi agreed to manufacture in Japan but were now in the race by themselves and the price was creeping higher. When Howden appeared with Wirth, it reintroduced competition for the order. MT Group preferred the Howden offer not only on price but also because manufacture would be more local and language would be less of a barrier.
According to Gotfredsen: "Good quality assurance systems, approved by Storebaelt, were established by Howden, but as manufacture began to run behind schedule, adherence to the system began to slip. At the time, MT Group headed by the Danish company Monberg & Thorsen, did not have the necessary knowledge and experience in managing a bored tunnel project. Toward the end, Storebaelt had more people supervising TBM manufacture at Howden than did MT Group. In its defense, Howden claims that there was a great deal of modification and change requested by both the client and the customer to the accepted design.
Initially, four TBMs were considered excessive for 16km of tunnel and MT Group tried to avoid the logistics and expense of working from the Sprogø island. The client's insistence on four TBMs, however, has been prophetic and ironically it is now the Sprogø TBMs which are expected to complete most of the tunnel excavation. By mid-February 1993, and since being launched from Sprogø in December 1990 and March 1991,the two TBMs had completed 617 and 739 rings respectively. This compared with 377 and 589 rings completed by the other two machines since their launch in August and December 1990 from Halsskov.
"The practical problem with a TBM-bored tunnel," according to Peter Lundhus, former Project Director of the tunnel for Storebaelt and now Technical Director of Øresund, the Denmark to Sweden fixed link, "is that so much capital and so much of the progress is in the hands of so few. Management is denied the flexibility of taking action to speed progress if problems occur. Everything depends on the actions of the 10 to 20 people operating the TBM at the time."
Perhaps predictably, there are no bored tunnels on the current Øresund fixed link between Denmark and Sweden. The road and rail link will comprise an immersed tube from the Danish coast to a manmade island and a combined low level and cable stayed bridge over the shipping lanes to Sweden.
When Sweden and Denmark ratified the March 1991 treaty in June and August 1991 respectively, the type of link to be built was specified in detail. "This avoids any exotic schemes coming forward from interested construction groups," said Peter Lundhus, Technical Director of the Danish-Swedish client company Øresundskonsortiet. "We know exactly what type of structures are to be built. Any changes would require a change in the law."
The 16km coast-to-coast link comprises a four-lane motorway and a two-track railway between Copenhagen and Malmø. A further 9km of road and 18km of rail is to be built in Denmark as part of the crossing, with further extensive land works in Sweden. Both land works may involve tunnelling. The state-owned national clients are Svedab in Sweden and Øresundsforbindelsen (a sister company of Storebaelt) in Denmark, each holding a 50/50 share of Øresundskonsortiet, the client for the link.
The tunnel will be a combined road and rail concrete immersed tube, much like the Eastern Harbour Crossing immersed tube in Hong Kong. At 2km long, it will be one of the longest immersed tubes built to date. It will rise on an artificial island built in the channel where road and rail will pass onto 9.5km of low-level bridge and a cable stayed bridge of some 50m clearance above sea level.
Although ground conditions are more favourable under Øresund than Storebaelt, a 16 km long coast to coast bored tunnel option was rejected as it would be rail only and a road and rail scheme was wanted.
Of the total DKr 17-18 billion cost, the coast to coast section is estimated at DKr 12 billion. All necessary working capital will be raised on the international money markets with the help of two state guarantees. The road link will be paid for by tolls gathered at plazas built on the Swedish side only. The cost of the rail link will be paid equally by the Danish and Swedish state railways at a total of DKr 150 million/year each.
The link is currently planned to be in operation by the year 1999. Towards that end, tenders have been received from interested consulting engineering companies and award of a conceptual design-build is expected by June 1993, with work starting early in 1994 when four or five design and construct contracts worth between DKr 1-3 billion will be awarded.
However, with many contractual and mechanical problems now behind them, all involved on the tunnel section of the project are cautiously optimistic about the advantages Project Moses will bring during 1993. "We hope to maintain a consistent advance of about six rings/8h shift and have the main tunnels completed during the first half of 1994," said Lauritsen. "To make up time, we have also started concurrent excavation of the cross passages with main tunnel driving and will allow mechanical and electrical installations to begin before full completion of the civil contract, where possible."
While the Project Moses dewatering plan will assist excavation of the cross passages, no chances are being taken. The 10m to 16m long x 4.4m i.d. cross passages will be driven from one heading starting with a 1.8m diameter cast iron segmental lining and then reamed to full section which will also be lined with cast iron segments. A team of well experienced Irish hand tunnellers from the British company Anglo Globe has been subcontracted to complete the cross passages, each one taking between six and eight weeks. A system of horizontal dewatering has also been installed, while a heavy steel safety door mounted on circular beams in the main tunnel section can be triggered automatically and shut tight against water inundation. The last of the cross passages is scheduled to be completed by mid to late 1994.
As the totally independent, yet state accountable, organization set up to build, own and operate the fixed link, Storebaelt is responsible for all its financial and daily management. "That the politicians wanted to be directly involved in the project, unlike the British and French Governments in the Channel Tunnel project, gave us the benefit of Government guarantees on borrowed money," said Gotfredsen. "With state guarantees, we can raise loans at interest rates of up to 4% lower than Eurotunnel which is raising money without Government guarantee. Financing costs for the total DKr 26.5 billion borrowing of our bridge-tunnel project at 8% interest is about DKr 14 billion. This could have been as high as DKr 21 billion without the Government guarantees."
The cost of the link is to be shared 50/50 between the road and rail facilities. When opened, Storebaelt, as operator, will own both the road and rail services. The state railway will then take over operation and ownership of the rail link after 30 years when it pays off its half of the cost. Originally the rail link was to open about two years earlier to give it a head start on the road, which would have to wait for completion of the East Bridge. As it happens, the road link is expected to open by early 1998 with the rail link opening two instead of five years earlier in early 1996 instead of 1993. The road link is also now seen as the 'fat cow'. Road tolls equivalent to ferry fares are forecast to pay back the road half of the cost in about 15 years from opening. The cost of the full link at road opening in January 1998 will be about DKr 37 billion (£3.7 billion). This is about 20% higher than the original DKr 21.5 billion estimate in 1988 prices.
In the meantime, the West Bridge between Funen and Sprogø is advancing well ahead of schedule and is expected to be finished early in June 1993 but will have nowhere to go until the East Channel links are completed. Much hangs on the success of Project Moses for the completion of the much-troubled tunnel section. When completed, albeit late, at a higher cost, and after many trials and tribulations, the bored tunnels will provide a top-quality structure with low maintenance requirement over a long structural life.
Thanks are extended to Hans-Henrik Gotjredsen, Alastair Biggart, Stuart Warren, Peter Lundhus and Ove Lauritsen for frank discussions when interviewed and to Claus Starbo and Nina Thestrup of the Storebaelt PR Department for organising meetings and the site visits and providing other information required to complete this assignment.
|
|
|
|
|
