
- Current
-
- Stay Connected
- Marketplace
- Home Office
- TunnelTalk Account

Water-inflow challenge for hybrid TBM 06 Jul 2016
The first tube of the 4,150m-long twin running Ejpovice rail tunnel between Rokycany and Plzeň on the Pragur–Pilsen main line in the Czech Republic, is completed.

Ejpovice tunnel first breakthrough
A 9.84m diameter hybrid Herrenknecht EPB/hard rock convertible TBM procured by the Metrostav/Subterra joint venture contractor team, achieved first breakthrough on the southern tube on 7 June (2016). The machine is now being dismantled and transported back to the jobsite at the opposite end of the alignment for relaunch in the autumn on the parallel northern tube.
Realignment of the track in the Rokycany–Plzeň section of the route, under the Homolka and Chlum hills, creates a more direct link that will enable train speeds of up to 160km/hr and shortens the distance along the Prague–Pilsen rail corridor by 6km, for a journey saving time of nine minutes. As part of a larger package of upgrades along the whole line, the tunnel will help reduce journey times between the two cities from 1hr 35min currently, to just under an hour.
“First breakthrough was achieved despite some difficulties caused by unexpected geological conditions beneath the Homolka and Chlum hills, where we encountered hard spilite rock and abnormally high water inflows,” said Ivan Hrdina, Metrostav Production and Technology Director.

TBM Viktorie at the launch portal (January 2015)
Although conventional drill+blast would typically have been selected as the preferred excavation method for the mixed weak shale/hard spilite geological conditions expected along with alignment, the faster progress rates afforded by the latest generation of hybrid/convertible TBMs proved an attractive option on this occasion.
The modular/hybrid Herrenknecht machine, capable of withstanding working pressures of 4.5 bar, was initially configured as an EPB shield for the first 3,300m of 8% downslope through the weak shale zone, then rebuilt underground as a hard rock TBM for the final 1,150m section of spilite geology under Chlum Hill (Fig 1). The rebuild took place in January this year prior to excavation of the final 850m.
Challenges included the contractor having to deal with face instability in the weathered and damaged shale environment, resulting in the need for active face support excavation; and high cutting tool wear in the spilite zone.
Following a 10-week assembly period in front of the southern portal – the welding of the cutterhead that was transported to the jobsite in five pieces took four weeks – TBM Viktorie was launched on 31 January 2015.
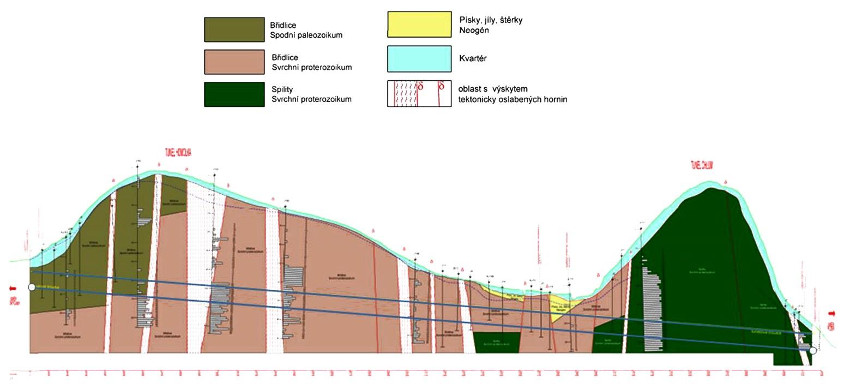
Fig 1. Ejpovice tunnel south tube vertical alignment and geology
Southern tunnel excavation
At the beginning of this year (January 2016) the TBM reached the 3,000m mark of excavation in weak shales; at this point average monthly advance rates were 264m with a best of 528m in May 2015. Advance rate was influenced by several factors: rock instability in fracture zones, hydrostatic pressure and high groundwater inflows, muck stickiness and high abrasivity.
The drive to this point was characterised by high levels of ground instability, especially in the initial 250m heading; further complicated by increased groundwater inflows with a higher hydrostatic pressure (up to 3 bar) in the top heading. Such conditions meant having to use full-face support in closed mode in affected sections. Face instability was demonstrated by overbreak caused by high fracture frequency and rock permeability of the fracture zones. Highly permeable rock in the upper layers of Homolka Hill above the alignment resulted in high groundwater inflows both at the face, and along the 10m length of the TBM shield.
In conditions where hydrostatic groundwater pressure corresponded to the anticipated groundwater table above the top heading, closed mode was maintained; supporting pressure in the chamber was induced by a plasticised, compressible and impermeable muck that was about the same as the groundwater pressure.

Escape of conditioning foam to the surface

TBM soiled by muck with high water content
In fracture zones, however, where higher groundwater inflows of up to 28 litres/sec (101,000 litres/hr) were encountered, face pressure had to be increased to ensure adequate stabilisation. The the high pressures required to achieve this resulted in the foam/contact grout mix being forced through the porous rock above and up to the surface.
In such permeable fracture zones muck liquefaction became a challenge for the contractor team – as the muck became incompressible and non-plastic, the necessary supporting pressure required to achieve stability would change rapidly during excavation, resulting in increased overbreak as a result of the liquefied muck not being able to form a ‘plug’ in the Archimedes screw – an essential factor in establishing adequate pressure at the face.
Additionally, the conveyor-based mucking out system could not contain the liquefied muck from overflowing into and soiling the bottom of the TBM, and the lining segments at the bottom of the tunnel. Cleaning the machine and the segments frequently took the whole shift, slowing down advance rates. By way of a solution a water-binding polymer, Mapedrill M1 manufactured by MAPEI, was used with good results to eliminate the impact of the liquefied muck.

Welding the new wear plates
Maintenance and cutter wear
Closed mode excavation and sticky muck consistency led to higher cutterhead and cutting tool wear as fast disk cutters became clogged resulting in reduced or nil rotation and one-sided wear. Wear was further increased by quartz and quartz veins that occurred frequently in the shales.
Tool replacement and cutterhead maintenance were completed in stable ground and face conditions in free air. If no stable face conditions were to be found the environment was stabilised by the use of chemical grouting from inside the TBM.
In sections with a low overburden, a system of diaphragm walls constructed with lean concrete was used to create a compact concrete block, or ‘garage’, in which the cutterhead could be ‘parked’ and inspected safely. The advantage of the 15m x 4m garage system was that they were constructed in advance from the surface so the advance rate was not influenced. Employment of four ‘garages’ on the southern tunnel tube proved the efficacy of the diaphragm wall support method for rapid and safe maintenance and inspection in non-urban zones.
Cutterhead maintenance took place in an empty chamber in free air – largely because compressed air could not reliably support individual rocks from falling out of the face; and because in the permeable fracture zones there would be a risk that compressed air might suddenly escape to the surface. Both of these assumptions were confirmed during excavation; in compressed air mode overbreaks took place and it was necessary to change to EPB closed mode where the face was supported instead by compressed muck; and in addition to the blowing out of foam to the surface, the cement-bentonite grout mix also escaped through the permeable rock above the alignment.
An additional cause of wear was the higher-than-expected quartz content along the alignment, resulting in greater abrasivity of the shales. Even the protective wear plates located on the cutterhead and made of cemented carbide suffered extreme wear. Following an inspection performed by a Herrenknecht specialist and carried out inside the first ‘garage’, it was decided to remove the majority of the plates and weld new ones into place.

Higher than anticipated quartz content
Maintenance and cutter wear
A 400mm thick fibre-reinforced concrete segmental lining is used for the entire length of the tunnel, except in locations close to the cross passage excavations where steel-reinforced concrete segments are used.
A total of seven sets of steel segment moulds with anchored gaskets were supplied by Herrenknecht Formwork. The gaskets are inserted into the mould before concreting so that subsequent gasket gluing is no longer necessary, cutting out a complete working step during the segment production process. The gaskets are designed to withstand a groundwater working pressure of 5 bar, with a limit of 10 bar. The segments, which fit together in a 7+1 ring configuration to an i.d. of 8.7m and an o.d. of 9.5m, are manufactured in Dysina, just 2km from the jobsite. A total of 33,120 x 2m long segments will be produced for the lining of both tubes at a peak production rate of 1,712 segments per month.
To minimize the risk of cracks developing in the lining due to influence of the thrust rams during excavation of the 850m-long rock section of the alignment, the number and geometry of the rams were designed so that each segment was affected by two rams only.
References
Ejpovice Tunnel Excavation, S. Ivor and P. Hybský (Metrostav) and M. Majer (SZDC, Railway Infrastructure Administration)
- Alpine-Bemo sold to Metrostav – TunnelTalk, July 2013
- Battling geothermal challenges in Iceland – TunnelTalk, November 2014
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.