
- Current

Even by Chinese dimensions, it is an extraordinary project to link to the Hanjiang River to the Weihe River to secure water supply to the towns and agricultural areas of the great plains of Shaanxi Province in central China and generate hydroelectricity on the way (Fig 1). One of three main sections of the project is the 82km water transfer tunnel through the Qinling mountains near Xi’an city. Excavation is mainly by drill+blast, with only the most difficult sections selected for TBM excavation in efforts to optimise the promoted advantages of TBM excavation. These are principally higher rates of progress under high overburden where intermediate adits to open extra headings are impossible, and improved safety procedures by limiting exposure of workers to the face and into zones of unprotected rock.

| Table 1. Major parties of the project | |
| Owner: | Hanjiang-to-Weihe River Valley Water Diversion Project Construction Company, Shaanxi Province |
| Design Engineer: | Hanjiang-to-Weihe River Valley Project Qinling TBM Tunnel Construction Consulting Department of the SiChuan Ertan International Engineering Consulting Company |
| Contractor: | The China Railway Tunnel Group (CRTG) |
Bringing these advantages to the project depends so much on all the variables being favourable and qualified by the fact that there is little, if any, site investigation information about geological conditions to be expected at the tunnel heading, any information available is, by default, based largely on educated and experienced guesswork and assumptions, all of which must err on the optimistic to adopt the project with discussions at different levels attempting to prepare for the risks that might be faced. For this TBM drive the difficulties were predictable to a degree. There are other TBM tunnels in this mountain range and they too had similar difficulties but none to the extreme degree as this Qinling South TBM project. The problem now, with the drives almost complete, just another 2km to go after starting in 2015, is that the project is much delayed, running two to three years later, and that costs have increased substantially. While these financial and contractual issues are significant, the imperative for all engaged parties is to recognize and acknowledge that the delay and cost increase is as a direct result of the extremes faced and overcome.
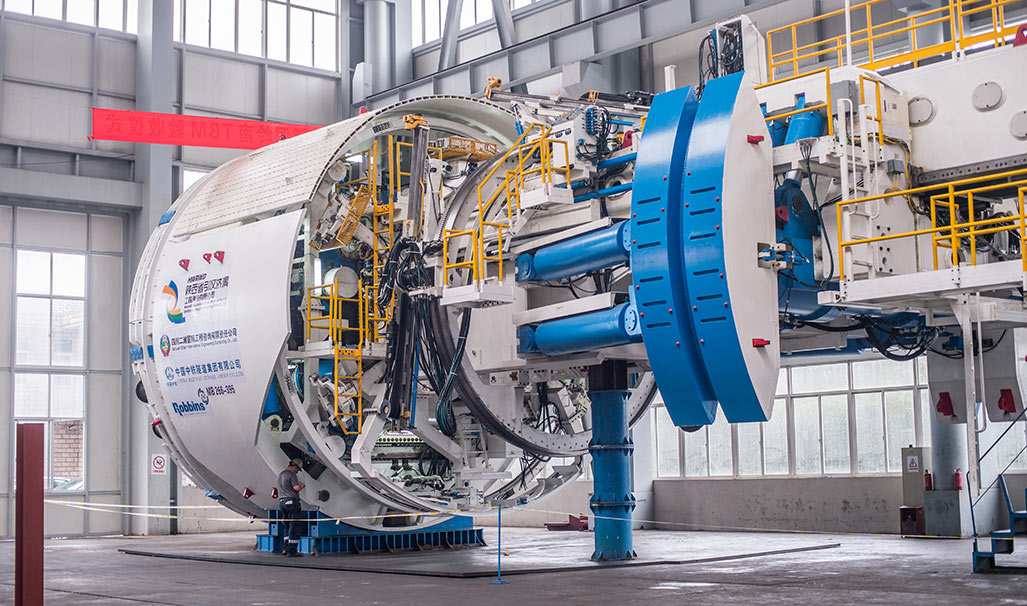
When considering the task for the TBM operation, the project Owner, and the Contractor agreed - it had to be Robbins TBM with the highest technical specification and equipped with all available systems to support a long, deep level heading into hard rock (Table 2). Hard rock, high stresses and high water inflows were to be anticipated. The Owner and the Contractor together procured an 8.02m diameter machine in 2015, requiring that the cutterhead and drive train be manufactured in the USA and with the best of international components for motors, hydraulics, electronics and main bearing. After being shipped to China from the USA, the machine was assembled in an underground cavern at the end of a 3.9km drill+blast adit on an 8.18% down gradient to the main tunnel alignment (Fig 2). Once assembled the TBM was walked to the rock face in March 2015 and began its task. A continuous conveyor system supplied by Robbins as part of the TBM supply contract, hauls muck from the advancing TBM to the TBM drive working cavern and all the way up through the access adit to the surface.

The first 9.88km heading is towards another intermediate adit of 5.8km long and on a 10.79% down gradient to the main tunnel alignment with the second heading of 7.63km progressing on from there, again on the average 1:2,500m down-gradient slope to another in-line breakthrough into a drill+blast cavern from the next intermediate access (Fig 2). The second adit is an auxiliary access in the first possible location to bring up the ventilation and conveyor muck hauling systems on an otherwise 18.3km heading, and provide a cavern in which to breakthrough for a TBM overhaul.
From the start of the first drive, it was evident that the original excavation prediction for a progress rate of 480m/month would be too optimistic. The TBM had no problem boring at specification capacity but high cutter wear, high water inflows, and stoppages for installing support was impacting boring progress. Through all, the contractor CRTG has had the assistance of Robbins on-site field engineers and has kept accurate and comprehensive excavation logs and records.
| Table 2. Specifications of the Robbins TBM | |
| Diameter: | 8.02m |
| Main drive power: | 3,300kW |
| Main bearing | 4,340mm i.d. 5,210mm o.d. |
| Maximum torque: | 14,614kNm |
| Maximum thrust: | 21,087kN |
| Cutter head speed: | 0 to 6.87 rev/min |
| Cutters: 51 | 43 x 20in single cutters 8 x 17in center cutters |
| Cabinets and electronics waterproofing | IP65 rating on the backup IP75 main drive components |
CRTG is an experienced TBM contractor, having completed more than 20 TBM projects in the range of 4m to 10m diameter. Liu Xu Liang, as one of the four TBM operators on the Qinling South TBM project, along with Li Yuan Quan, Zhang Xiao Long and Wang Hai Jiang, worked on TBM8 of the Liaoning project which was also a Robbins main beam gripper machine of 8.5m diameter. At Qinling, the TBM operating schedule is continuous, 7 days/week, 24 hours/day with a routine 4 hour/day TBM maintenance period. No one however, could have predicted the conditions to be encountered. In email communications with the contractor, CRTG has confirmed that since the TBM started in March 2015, “we have spent most of the working time on ground support, changing cutters and repairing damage due to strong rock bursting and the hard abrasiveness of the rock. It has resulted in the low TBM boring of only 20% from March 2015 till now (28 September 2020).”

To expedite the programme, an up-gradient drill+blast heading started from the TBM destination adit completing 1.2km and reducing the TBM drive to 8.5km and permitting a hard-won breakthrough into the in-line cavern in December 2018. After a much-needed overhaul, the TBM began it second down-gradient drive in March 2019 to progress under the highest overburden and through conditions that have been anticipated to be more difficult than on the first. By early 2021, 7.1km has been completed with about 1,400m, under the highest overburden still ahead, to get to breakthrough again into an in-line cavern with an up-gradient heading from the next intermediate adit that has reduced the second TBM drive to a programmed 3.8km.
Where predictions of geological conditions have been underestimated by 10%, 20%, even 30%, at Qinling South they are underestimated by 50% and more. It is hard to believe that conditions encountered so far could be perhaps worse ahead.
| Table 3. Comparison of the life of different cutters used on the TBM | |||||||||
| Cutter brand | Cutter position | Rock strength | |||||||
| #41 | #42 | #43 | #44 | #45 | #46 | #47 | #48 | MPa | |
| Domestic cutters | 0.92 | 0.92 | 0.92 | 0.92 | 0.92 | 0.81 | 0.62 | 0.55 | 120 - 150 |
| Imported cutter | 0.67 | 0.80 | 0.83 | 0.73 | 0.73 | 0.67 | 0.50 | 0.50 | 130 - 140 |
| Robbins cutters | 0.54 | 0.62 | 0.75 | 0.56 | 0.54 | 0.5 | 0.5 | 0.45 | 180 - 200 |
Unconfined compressive strengths on the drive to date have ranged from 107MPa to 309MPa and have averaged UCS 193.8Mpa. Abrasivity of granite rock has ranged from 4.65 to 5.81 with an average abrasive index of 5.36 with quartz content ranging from 43.6% to 92.6%, averaging 71.6% and with an average integrality coefficient of 0.8.
On a visit in July 2018, independent geological consultant Chris Snee, invited by Robbins, confirmed that from the mineral composite, rock of such rich quartz content should be better described as quartz granitoid. Granite normally has a quartz content of 25% to 30%. This quartz content at 60% to 90%, “is beyond that to be expected in granite, producing a very abrasive rock of high strength from the dominance of the bond between the abundant quartz crystals”.
| Table 4. Optimized thrust, rotation and torque parameters | ||||
| UCS MPa | Thrust in bar | Rotation rev/min |
Torque kNm | Penetration mm/rotation |
| ≥160 | 300 - 320 | 5 - 6 | 2,000 - 2,200 | 3 - 5 |
| 100 - 160 | 150 - 200 | 3 - 4 | 1,800 - 2,000 | 7 - 9 |
| 60 - 100 | 80 - 150 | 2 - 3 | 2,000 – 2,200 | 9 - 12 |
In the strong, massive, high quartz content rock, thrust is high, TBM vibration is high, cutter wear is exceptionally high. Changes are usually carried out during the 4 hour maintenance period per day but boring must stop to repair damaged cutters. CRTG has confirmed that cutter consumption is an extraordinary 0.7 cutters/m with cutter changes amounting to 15% of the total construction time to date (Fig 3).
There are 51 cutters on the 8.02m diameter cutterhead and on the first TBM drive of 8.5km from March 2015 to December 2018, total cutter consumption was 6,122. Of these 5,961 were single cutters and 161 were center cutters.

Cutters from Robbins, as well as from other suppliers and from domestic manufacturer Jilin Weierte, have been used on the TBM. Concerned also about overall progress in these extreme conditions, Robbins produced 20in extra heavy duty XHD discs as part of the efforts to test different cutters and establish the most effective. According to a comparison test by the contractor, Robbins cutter life is longer and wear speed is significantly lower than other suppliers (Table 3). They are also the most expensive and as the cost of the project began to increase, savings were being sought including on cutters consumption. Less than 20% of the cutter supply is by Robbins. As well as durability of the disc rings, other quality considerations are the disc seals, bearings, housing and locks for mounting on the cutterhead. The trade-off is that cutter quality has a direct impact on the thrust that can be applied for cutter penetration and on overall excavation advance (Table 4).
In a comment from CRTG, it was explained that cutters have also been dressed on the cutterhead in a way to deliver more TBM thrust to the curved outer section of the cutterhead to apply additional thrust directly where it is needed and without increasing the actual TBM thrust and adversely affecting the life of the main bearing.
According to the geological summary in the bid documents, high stresses and the potential for rock bursts were to be anticipated for 95.5% of the original two drives to a total 18.3km. Slight rock bursts were predicted in 545m of the alignment, moderate bursting for the majority 13,030m and strong bursting in a total of 3,880m. To prepare for these conditions, the TBM is equipped with the McNally support system. Applying the McNally system on time improves productivity and greatly increases safety of the workers and prevents rock fall damage to the machine. It is however unable to withstand heavy stress deformation and high energy rock bursting when extra support methods are needed.



Shotcrete with new fibre and nano materials has been introduced for application by the support shotcreting system located on the L1 backup gantry area on TBM. Heavy jacks have also been introduced to prop deformed ring beams and support steel arches. Rock bolts are also installed quickly for 90° across the crown. In efforts to relieve high rock stresses, water is sprayed to bored surface and stress relief holes are drilled around a 120° arch in the crown.
Across the first 9.6km of the two drives, with the highest overburden of 2,000m and the prediction of highest and strongest rockburst activity to come, there have been a total 397 sections of rockburst activity across a total 4,808m or some 53.8% of the total excavated length to date. In the second drive and in the heading to mid-September 2020, there have been a total 18,045 rockbursts. Of the events, 5,444 have been strong with 1,736 recorded at an energy of more than 100 kilojoules. There have been 88 bursts of more than 800 kilojoules with the highest energy rockburst reaching 4,080 kilojoules. A series of 739 rockbursts across a total of 1,864.6m long have required stoppage of the machine boring to install additional support to stabilize the rock and lower the risk of injury to the workers and damage to the TBM.
In zones of medium to heavy rockbursting, progress has slowed to about 90m/month due to the need for repairs and for installing extra support. Bursting at the face has caused frequent damage to the cutters and the cutterhead while bursting in the crown and in the sidewalls has damaged the gripper and thrust cylinders and other TBM mounted equipment. To end of August 2020, the TBM had bored 8,722 hours and in that time there have been major interventions, eight times for cutterhead repair to the cutter housing V-blocks and wear plates; to rebuild four thrust cylinders and four gripper cylinders and to replace once the inner and outer seals of the main bearing.
| Table 5. Prediction standard of the rock burst by micro seismic monitoring | |||||
| Seismic parameter rock burst level | Frequency | Moment magnitude | Energy 10,000 Joules | Standard event distribution range | Number over standard event time |
| Slight | <10 | <1.0 | <3 | >30m | 0 - 3 |
| Medium | 10 - 30 | 1.0 - 2.5 | 3~10 | 20m - 30m | >3 |
| Strong | 30 - 60 | 2.5 - 3.5 | 10~80 | 10m - 20m | >8 |
| Super | >60 | >3.5 | >80 | <10m | >15 |
On the second drive, rockbursting has been active for 96.5% of the first 1,933m with heavy rock bursts occurring 23 times in the crown well after excavation has passed through, and 11 times in the invert. The project was aware of the high risk of rockbursting and there was much advice for managing safety of the workers and installing support but this was of little use for managing the boring process.
Introduced in efforts to predict rock bursting is a micro-seismic monitoring system whereby rock stresses in a borehole 20m in front of the face are sensed by the system and the potential for rockbursting can be predicted following comparative analysis with similar rockburst data from similar projects and with data from nearby sections in the Qinling South TBM drives. The accuracy rate of the rock burst prediction is said to be more than 70% to date (Table 5) but “by taking this measure, we can predict the risk level of the rockburst, but cannot predict the occurrence time and destruction scope,” was the comment in email from CRTG. Another system trialed on the project has been a measurement while drilling system to collect boring information but this too was suspended.
An in-situ concrete final lining is required in necessary sections of the TBM tunnel drives to meet a required 100+ year design life. In the completed 8.5km long TBM first drive, some 4.7km is to be concrete lined. This work by CRTG in September 2019 and 2,246m has been finished. In the second 3.8km long TBM drive, all 3.8km is to be concrete lined once the TBM drive has finished.
To late August 2020, sudden water ingress has occurred a total 69 times, six of them extreme. The greatest water inflow occurred at the face on 28 February 2016 and exceeded 20,000m3/day from one point. Total water flow into the down gradient heading exceeded 46,000m3/day, flooding the lower TBM motors and the electrical cabinets on the lower deck of the backup gantries.



The TBM specifications included a high water sealing and resistance rating (Table 1) and it was back to perform as required readily, but CRTG explained that a thousand people were engaged in fighting the February 2016 water ingress. “An emergency rescue team formed rapidly and production resumed in May 2016 after 75 days of fighting.” Boring through water ingress conditions was no problem for the TBM but dealing with water inflow has severely restricted the construction schedule. A total water ingress since the start of TBM boring has been recorded at more than 82,700m3/day all of which all must be pumped out of the down gradient heading.
After the dramatic flooding event in 2016, the in-tunnel pumping capacity was increased to 41,000m3/day. This is a 20% additional capacity and a new capacity 3.4 times greater than the maximum water ingress prediction in the original design documents.
Systematic probing is a constant in the TBM heading for both predicting the potential of rockbursting ahead of the face as well as water ingress. The probing for water ingress instruction is that when ingress exceeds 70% of the in-tunnel pumping capacity, TBM boring must stop to carry out grout injections. The use of special grouting materials has reduced water ingress along the tunnel to about 50,229m3/day with about 90% of the grouting programme along the tunnel completed.
Through all the difficulties faced, work efforts by the TBM and tunnel excavation crews are under extreme environmental conditions. The temperature inside the tunnel has reached 36℃ with more than 90% humidity. Temperature inside the cutterhead has exceeded 50℃. To counter worker fatigue and low efficiency the ventilation system has been upgraded and a chilling system has been added to the TBM ventilation system.
In May 2016, after the major flooding event of February 2016, the Contractor invited a panel of eminent experts to inspect the jobsite and attend a discussion meeting in Xi’an. These experts included major design institute engineers and university professors in China and included members of the Robbins field service team in the discussions. Given the conditions observed during the visit and after studying onsite surveys and boring statistics, and without considering the major geological deviations from predicted to encountered, the panel of experts agreed that a reasonable monthly production advance rate expectation should be about 240m or less. This is half the programme 480m/month anticipated for the contract programme. For the TBM boring distance to 8004.5m from March 2015 to September 2018, average progress was 186.2m/month. After the experts meeting in May 2016, TBM boring reached the predicted 240m/month and has exceeded 300m/month repeatedly. June 2017 recorded the best boring month of 483.7m with the TBM breaking through at the end of the first TBM drive in December 2018.
With the TBM currently 2.4km into its second 3.8km drive and with about 1.4km to go, final breakthrough is anticipated by mid-2021 at a continuing average rate of 240m/month. With the highest overburden yet to be under passed and with water inflow, rockbursting and rock hardness and abrasivity conditions to remain as they have been the hope is that the team and the TBM will make it.
When asked if drill+blast might have been a more successful, CRTG commented that “during adit excavation we are not satisfied with the construction schedule under the drill+blast method. It did not show the advantage compared to TBM excavation. Because this is a single heading tunnel, it is hard to solve the ventilation problem if we applied drill+blast so we chose TBM.”
In a conversation with Lok Home of Robbins about the project, he commented “the crews on this project have been tenacious beyond belief. The Robbins Company has had its fair share of difficult projects but this has got to be the most difficult. Despite the unprecedented challenges, there is a willingness of the Government to continue to support the project. In any other country there would have been major contractual issues holding up progress. It would be somewhat unfair to blame the geologists who prepared bid document geological report for the underestimated geological predictions. These are long tunnels under high mountains, with little opportunity for economical and practical access to obtain accurate samples of the main rock formations to be encountered at the tunnel alignment. Also, the difference in Class I and Class II granite, granitoid and quartzite are very subtle but have enormous influence on advance per day. Most geologists do not appreciate the net effect of these subtle differences when it comes to TBM daily advance. Even the most experienced geologist, with experience on how geology affects TBM performance would have had difficulties in properly identifying what was inside this mountain.”
Underestimating the geological conditions to be encountered remains the greatest risk for long distance, deep level TBM headings.
|
|
|
|
|
