
Facing the challenges of Seymour-Capilano
Dec 2006
Shani Wallis, Editor
-
Both TBMs are launched and are ramping up towards full production. Success on the Seymour-Capilano Twin Tunnels project in Vancouver however will be depend on mastering the demanding logistics of the project, maintaining optimum production, and preparing for the unpredictability of the geology. TunnelTalk visited the project in September to know how Bilfinger Berger has mobilized to complete this bench-mark project.
- From the bottom of a single 180m deep x 11m diameter access shaft, both 3.8m o.d. headings of the twin water tunnels for the Seymour-Capilano Filtration Project in Vancouver, BC, Canada, must advance 7.1km on a 2.3% downhill gradient through what is predicted to be sound granitic and metavolcanic bedrock but with recognized unpredictability beneath the maximum 640m overburden.
-

Fig 1. Plan of the two parallel water tunnels
- The greatest of these uncertainties is the depth of two known glacial valleys - one at the start of the tunnel drives near the access/working shaft at Seymour and the other at the far end close to the site where the two tunnel drives dead end and are connected to the surface via two 275m deep, 4m diameter raise bores (Fig 1).
- ''Everything about this job is driven by these challenging logistics'', said Christian Genschel, Project Manager for Bilfinger Berger (Canada) Inc during a visit to the project in September 2006. ''From the method of excavation, to the management of muck haulage and the safety measures required, everything is dictated by the long, deep, small diameter, downhill, dead end specifications of the design and the uncertainties of the geology. At the end of the drives we must dismantle and retrieve the TBMs back through the finished drives, excavate a large chamber in which to progress the Capilano raise bores, and muck everything out through the Seymour shaft. At the end of excavation, we will install steel liners and steel pipes as designed and backfill everything, including the Seymour shaft and its working chambers''.

-

Working shaft tower crane
- Bilfinger Berger (Canada) Inc was awarded the 49.5-month, design-bid-build contract in August 2004 as the lowest of three bids and as the first major contract for the North American operation of the Bilfinger Berger GmbH parent company of Germany. The tunnels are a major component of the new $Can600 million filtration plant project by the Greater Vancouver Water District (GVWD). They will convey raw water from GVWD's Capilano Reservoir to the project's new 1,800-megalitre per day filtration plant at the Seymour Reservoir end, and return treated water back to the head works of the Capilano distribution system. These are the first tunnels undertaken by GVWD, its previous water conveyance infrastructure has been installed by open cut, and there are no existing bored tunnels through the mountains of the Vancouver region on which to draw previous experience.
- Pacific Liaicon-SNC Lavalin is the GVWD-appointed construction managers for the tunnel contract and Hatch Mott MacDonald, completed final design of the tunnel project, after preparing preliminary and feasibility studies, and is providing on-site resident engineering services through the construction phase. Golder Associates completed geotechnical investigations and assisted Hatch Mott MacDonald with the writing of the contract's geotechnical data and geotechnical baseline reports (GDR and GBR).
- Construction began on site in mid-January 2005. The end date of the contract is March 2009. Bilfinger Berger's bid of $Can99.65 million was substantially below the two competing bids of $Can186.24 million and $Can237.54 million. With no bonus for early completion of the contract, there is a $Can30,000/week penalty for any time overruns.
-
Project mobilization
In gearing for the project, Bilfinger Berger (BB) has mobilized with largely new, top-of-the-range equipment. - For the tunnels, BB has procured two new High-Performance series TBMs from The Robbins Company. ''One, with a cutterhead diameter range of 3.5m to 5.2m, the company has bought, and the other is on a rent agreement'', said Genschel. With the TBMs, BB also concluded a cutter consumption contract with Robbins, and service agreements for three Robbins technicians during TBM assembly, a full time on-site Robbins technician and cutter service technician through the drives.
- Behind the TBMs, and despite the 150m in 7,100m downhill gradient, BB has elected to use a rail-bound mucking system. ''The length and diameter of the tunnels ruled out the possibility of using a continuous conveyor'', said Genschel. ''We would have required more than 15km of horizontal conveyor for the two tunnels and the diameter is really too small. Within the 3.8m diameter we have to fit rail tracks in any case and provide clearance for manriders and supply trains, as well as fit the 1.2m diameter ventilation duct to deliver the specified 8.5m3/sec of fresh air to the headings at all times. In addition, as the drives lengthen we have to install a California switch, power and ventilation booster stations, and intermediate sumps and pumping stations. Add to that all the necessary pipelines and power and lighting services and there is little room to spare in the small tunnel diameters''.
- Rail-bound mucking is based on muck trains of five 5.4m3 capacity Muhlhauser side-tipping muck cars pulled at the front by one 35 tonne diesel GIA loco. Each train will muck away one TBM stoke of 1.5m and BB has mobilized with enough rolling stock to operate seven muck trains, three for each drive, as the headings lengthen, plus one spare.
- Through the shaft, muck management is based on a BB-patented fully automated hauling system using two 30m3 kibbles. ''These buckets are on the center line of the shaft above and are inline with the tunnel headings and the shaft's tail tunnel'', said Josef Messner, Construction Manager for BB. ''As the trains arrive the side-tipping cars empty into which ever of the kibbles is available. It then passes into the back tunnel and returns on a set of tracks to the other side of the off-loading bays. This allows us to handle two loaded trains at once (one from each heading) without any hold up''.




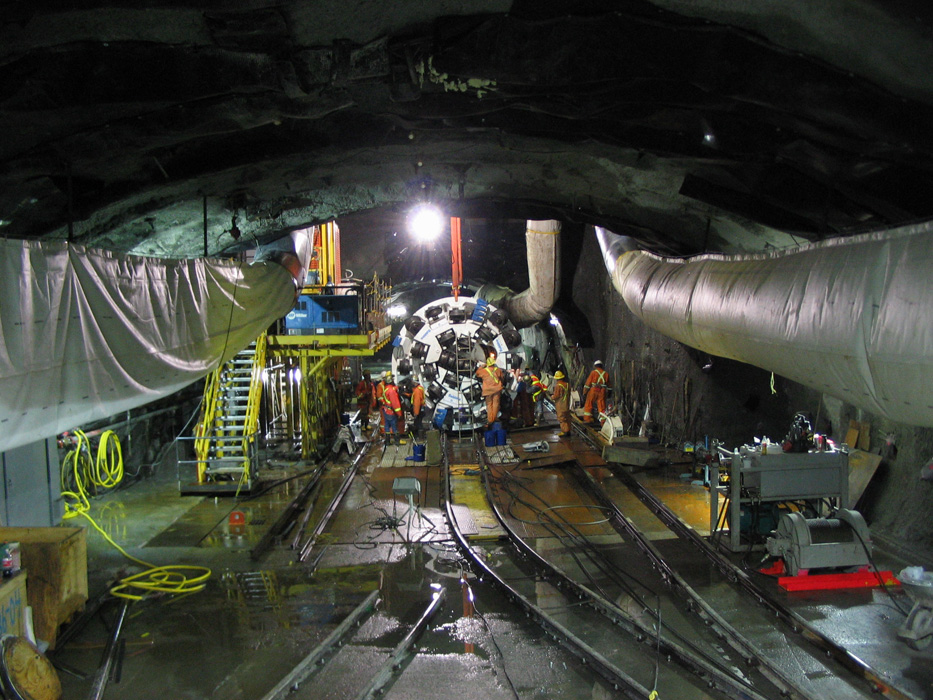
Lowering of the cutterhead and assembly of the first TBM at the shaft bottom
- When filled, electronic sensors activate hoists to lift the kibbles to the surface where they are emptied into muck bins either side of the shaft. From arriving at the shaft bottom, the cycle time for off loading a train and returning the empty kibble through the 180m deep shaft is less than 16 minutes.
- The head frame of the shaft is a substantial installation built of Leiberr tower crane components and fitted with two 70 tonne hoists, one for each kibble. The shaft excavation progressed using a 150 tonne mobile crane and constitutes the first major vertical shaft sunk in British Columbia in more than 20 years and one of the deepest sunk using a crane as the primary hoisting system. The permanent gantry crane, hoists and head frame was needed for lowering the TBM components.
- Ahead of TBM assembly, BB excavated the necessary working chambers. These included a 30m long back chamber plus a 50m long tail tunnel, as well as a 14m wide x 6m high assembly chamber at the head of the tunnel drives. An 8m deep pit below the shaft's working level houses the two 125m3 recesses for the kibble bays and a 400m3 water sump.
- Inundation of the works is a low probability risk, but one that needed to be taken seriously. ''The GBR states that we must anticipate ground water inflows of up to 65litre/sec in some reaches'', said Genschel. ''The contract specifies a continuous overlapping probe drill ahead of the face and a minimum 220liter/sec pumping capacity through the shaft''.
- The TBMs are fitted with pumps and pipe-work to meet a minimum 115liter/sec horizontal capacity back to the shaft sump. They are also fitted with two permanently mounted drill rigs and pumping equipment for probe-drilling and per-excavation grouting if that should prove necessary.
-

Shaft bottom assembly area
- Although good quality rock is anticipated for the tunnel drives, the unpredictability of the geology was illustrated during excavation of the access shaft. Investigation of the initial shaft location revealed 100m of water-bearing glacial materials with shattered bedrock underneath. Ground freezing was considered as an aid to construction but was discarded as uneconomical, and perhaps ineffective, following hydrological study. Ten alternative sites were investigated and of these a site about 200m to the southwest was chosen. Seismic survey and core drilling of the site indicated a buried bedrock hump rising above the main water-bearing members of the glacial stratigraphy, to within 30m of the surface, and consisting of reasonably competent granitic rocks.
- Excavation however, proved different. After using NATM as an alternative to grouted corrugated liner plates through the glacial overburden, much of the lower shaft was excavated by drill+blast in reasonable rock with pattern rockbolts, welded wire mesh, and 150mm minimum thickness of dry-mix shotcrete. According to construction face mapping however, several reaches were through mixed conditions comprising hard granite rock to one side and metavolcanic rock to the other.
- This threw the effectiveness of the drill+blast cycles and caused sever delay as well as higher consumptions of explosives and support materials. The conditions and their consequent impact are the subject of the first issue to be heard by the contract's DRB (dispute review board).
- The delay also set back delivery and start up of the TBMs. Robbins held the machines at its workshops in Solon for several months beyond the contracted shipping date. Shaft excavation finally reached bottom on 11 November 2005, after starting in mid-January, and the components of the TBMs started arriving in a convoy of 72 trailer-trucks in May 2006. Furnishing of the shaft and its head frame was well advanced by then and the first piece of the first machine went down the shaft on 21 May. It was now essential to get the TBMs assembled and launched as soon as possible.
-

First TBM ready to go
-
TBM specifications
For the most part, the GBR predicts hard granite/granodiorite bedrock at tunnel horizon with compressive strengths of up to 285MPa and an RQD of generally more than 75%. To get best production in these conditions, each 3.8m diameter Robbins TBM has an installed power of 1,260kW, a maximum thrust of 10,700kN and a maximum cutterhead torque of 885kNm. Each cutterhead is dressed with 26, 19in (483mm) backloading Robbins cutters. - The trailing gear on each TBM is some 250m long. These long trailers are designed to accommodate two muck trains at once, one being loaded while a second waits on the backup.
- ''Maximizing production is the key to completing the drives on program'', said Messner. ''We cannot afford to lose any time in the excavation cycle. The long backups will prevent delays waiting for muck trains and will allow us to optimize the shaft hauling system''. Two California switches will be installed in each tunnel at about 2.4km and 4.8km.
- Emphasis on production also demanded that both TBMs start and advance at the same time. Early works at the bottom of the access shaft did include drill+blast of starter tunnels but in efforts to mitigate some of the shaft excavation delays, BB adopted a novel approach to TBM assembly and launch.
- Instead of excavating full length starter tunnels, BB excavated shorter adits and had the partly assembled TBMs excavate the rest of the starter tunnel itself, stopping as advance allowed gantries of the long backup to be added.
- ''Had we excavated full length starter tunnels of 250m-plus, we would have taken a further three months or more of drill+blast work before we could begin TBM assembly'', explained Messner. ''Instead, we excavated a 60.5m long starter for the first TBM and had it advance, fully assembled, to a chainage of 500.4m where it was stopped while the second TBM was assembled''. It too went through a staged assembly and was launched from a short 70.5m drill+blast starter tunnel.
- ''For the second machine'', said Messner, ''we had the advantage of extra room at the back of the first tunnel which we used for assembly the second machine's full backup - the trailing gear stretching back around the corner and backwards into the first tunnel'' Fig 2). During that period there was no space in the first tunnel between the end of the first TBM and the last gantry of the second TBM. All the electric cables and hydraulic hoses of the second TBM were strung umbilically back through the tail tunnel, waiting for the second machine to move forward and allow the cables to be attached to the gantries as they came in line.

-

Fig 2. Section of the deep tunnel alignment
- This was an unusual approach - but not a first according to BB - for launching two TBMs out of a single working shaft at the same time, and it did have its challenges, including some interference in the sensitive electronic frequencies, and umbilical power cables. But these were overcome by the team and the Robbins technicians, who agreed the process could be achieved, and both machines were expecting to be fully into their respective drives by early December. The first TBM was standing ready to restart after stopping in August at chainage 500.5 and the second machine was at chainage 377.3 in mid November and waiting for attachment of its trailing California before gearing into its stride.
-
Plans and expectations
''When rock conditions are in the favorable range - and according to the GBR that should be for some 86% of the drives - we anticipate TBM production rates to be up around 28m/day working 24h/day, 7 days/week'', said Genschel. ''We will operate the machines on a 20h production and 4h maintenance cycle/day and maintain a three swing-shift pattern per machine, each crew working eight days on, four days off. As we progress we will also install the contract's specified systematic support ranging from rockbolts as required in the best quality rock to steel sets, wire mesh and 50-100mm of shotcrete in suspected zones of fractured material''. - One fortunate break for the team is that a suspected fault zone at the start of the tunnel drives did not materialize. The feature, anticipated to be linked to the Lynn Creek feature on the surface (Fig 1) required probe holes to be drilled before breakout of the shaft and into the horizontal excavations of the assembly chamber and starter tunnels. Fortunately, while there was some water ingress, it decayed readily and the both TBMs have launched into good quality competent, dry, granite bedrock.

-

Start of the first TBM tunnel
- In operation the twin tunnels will be pressurized, raw water pumped from Capilano to Seymour and treated water gravity fed from Seymour to Capilano. Separation of the parallel tunnels by 100m will prevent cross flow between them and total of about 1,900m of steel linings in each tunnel will prevent leakage where they converge at their east and west ends. The remainder of the tunnels, through anticipated competent rock, are designed to operate unlined. An energy recovery facility and pressure-balancing tank at the Capilano end will produce hydropower to drive the scheme's operating systems.
- In considering the options for meeting filtration regulation standards for the drinking water in Vancouver, many different schemes were considered explained Andy Saltis, Project Manager for program managers Pacific Liaicon-SNC Lavalin. These included building a smaller filtration plant at each reservoir as well as installing the water conveyance infrastructure as buried pipelines or combinations of open-trench and shorter, shallower lengths of tunnel. ''These were all rejected on economic, environmental, and social concerns'', said Saltis, and despite the evident challenges of the deep-tunnel option, it exhibited itself as the ''most economical, least environmentally damaging way to go.''
- As a value engineering proposal, BB offered a contract alternative to sink a larger diameter shaft at the Capilano end of the tunnels, instead of two raise bores which would have saved seven, eight, nine months on program but the option was rejected.
- There were several reasons for this according to Saltis, for program managers Pacific Liaicon-SNC Lavalin. ''Environmental, logistical and social considerations dictate that both tunnels advance from the Capilano end'', he said. The site at the Capilano Reservoir, close to the Cleveland Dam spillway, lies within a residential zone of high-value real estate and heavy construction within the neighborhood was unacceptable. ''Also, the site is on a narrow strip of public land at the edge of the deep spillway ravine [also a popular tourist attraction]. There is barely space to establish the necessary pumping station and raise boring operation for the two connection shafts. There was no space to establish a work site needed to sink a shaft or advance tunnel headings. All had to progress from Seymour where the GVWD owns tracts of land and could site the project's new filtration plant''.

-

Tight fit of the TBM in the 3.8m diameter tunnel
- This concentrated attention back again onto the Seymour working site and access shaft and its high-production set-up. At the end of the construction period, and as part of the tunnel contract, two 3m i.d. steel water pipes will be installed and connected to the largely unlined reaches of the tunnels. The 180m deep access shaft and all the excavated operating space at the bottom, will be backfilled.
- ''The contract specified a shaft of not smaller than 11m diameter and the drawings indicated a shaft of 12m diameter'', explained Genschel. ''We selected 11m diameter which saved on the excavation and lining and on the subsequent backfilling of the deep shaft''.
- Within the 11m diameter space, the 180m deep, shotcrete-lined shaft provides clearance for one-at-a-time operation of the 3.2m diameter, 30m3 kibbles and accommodates the three 1.2m diameter rigid ducts of the forced ventilation system from the two 150kW rated vent fans on the surface into each tunnel heading, and operation of a 2,400kg/23-people rated Alimak elevator. It also houses all other service lines and the four 8in diameter pipes of the water pumping system. ''In some way, the downhill gradient is an advantage'', said Genschel, in that ''should there be a major inundation at the far end of the tunnels, the headings will fill from the bottom up, chasing all back toward the shaft bottom''.
- As well as winning one of the most challenging tunneling projects in North America at the moment, Bilfinger Berger has faced other hurdles in establishing a first project in the region from its European base. Finding labor to work the 24/7 swing-shift schedules and willing to learn the specialty of working underground with different methods such as NATM and shotcrete has been a frustration. There are few experienced tunnel workers in the Vancouver region and keeping trained workers against a competitive regional mining industry, offering attractive wages, is a struggle. Another frustration has been mobilizing according to North American standards. Many health and safety at work standards in Canada are based on working in mines. Ventilation systems are based on powered extraction, and introducing a forced ventilation system, with exhaust through the tunnel cross section, required special exemption permits. Operation of the Alimak elevator in the deep Seymour shaft also required special permit as a point of non-conformity according to prevailing work safety standards.
- Despite all, BB has taken on the challenge of the Seymour-Capilano Twin Tunnels and is gritted to see it through. ''We are anticipating about one year of TBM operation to reach the end of the 7.1km long drives'', said Genschel, ''but it will be the complex logistics, the unpredictable edge of the geology, and the ability of the workers, that will ultimately determine actual progress rates''.

-
Robbins TBMs for Vancouver -TunnelTalk, Dec 2004
Three bid Vancouver tunnels -TunnelTalk, Sep 2004
Vancouver drives towards better quality drinking water -TunnelTalk, Mar 2004








