
- Current
In less than 30 years, since its start in the mid-1980s, Singapore has created a current operating mass rapid transit metro system of 153km with 108 stations. Another 42km of track and 34 new stations will join the system by December 2017 when all phases of the current Downtown Line construction are set to be open and work is just beginning on the 30km long Thomson Line.

All construction of the Downtown Line, the Thomson Line, and the 30km long Circle Line before them, is built entirely underground. Underground construction is the preferred option for Singapore, eliminating at-grade and elevated structures from the system and preventing the use of valuable surface space for public metro infrastructure. The underground option also captures other valuable advantages including more efficient operating costs, for air conditioning and cleaning, and reduced maintenance costs of infrastructure and trains, compared to at-grade or elevated trackways and stations.
Managed by the LTA, Land Transportation Agency of the Singapore Government, as the owner and construction procurement agency of the metro system, the underground policy for its metro expansion has created one of the most concentrated markets for TBM procurement in the world. This is fuelled further by the contracting practices of LTA. Its procurement policy is to divide new metro construction into short contract packages of about Sing$500 million (about US$400 million) at most and comprises an underground station alone or an underground station plus the length of twin running tunnels to the underground stations either side with each section of running tunnels averaging about 1km long.
In addition, LTA insists that all TBMs used on its metro construction contracts are new. Proposals based on used, refurbished, or rebuilt machines are not permitted. Each successful contractor is required to procure new equipment for each new contract, each one often requiring two or more new TBMs to complete excavation of the twin running tunnels within Singapore’s rapid transit construction contract periods.
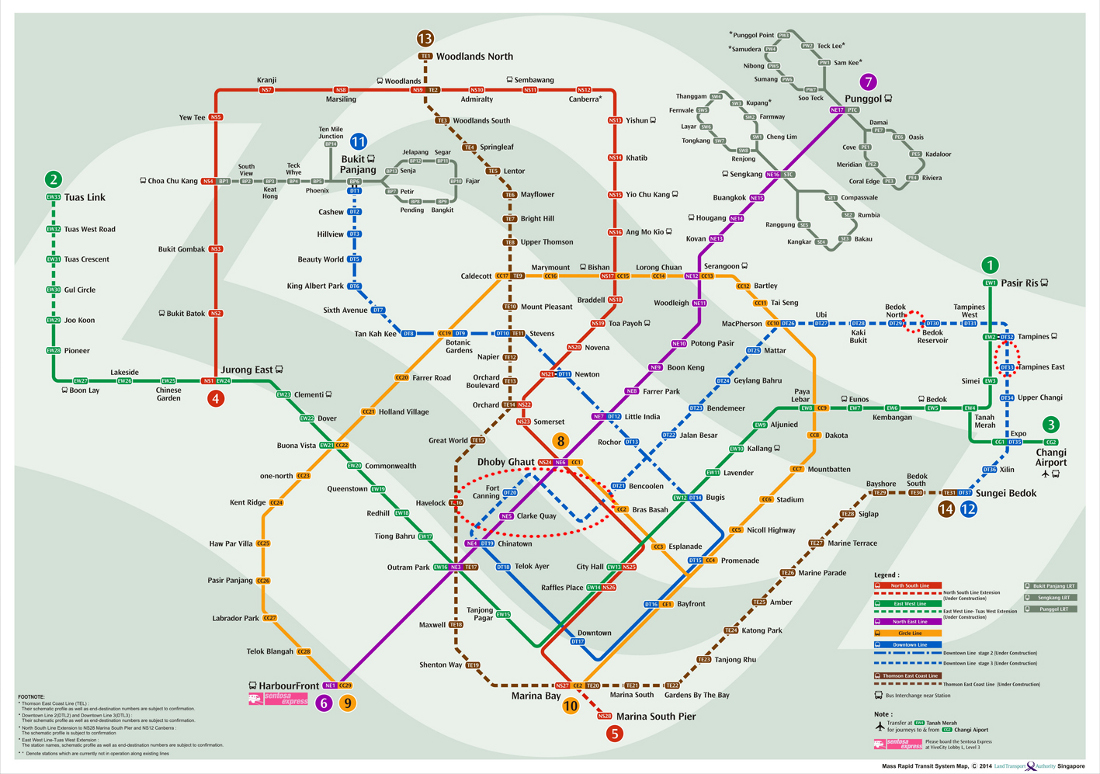
Earlier in 2014, TunnelTalk visited Contract 925 on the Downtown Line Stage 3 project (DTL3) comprising the DT33 Tampines East Station, an open cut crossover section and twin running tunnels of 800m long to link to the DT32 Tampines Interchange Station (Fig 1). The 48-month contract was awarded to GS Engineering & Construction (GS E&C) of South Korea for a contract award price of Sing$200 million (US$160 million). Contract 925A for the DT32 Tampines Interchange Station was awarded to Samsung also of South Korea.
GS E&C has extensive tunnelling experience, working mostly with NATM excavation for stations and running tunnels for the metro system in its home country capital city, Seoul. It has been contracting abroad for more than 10 years, mainly in the Middle East and in other South Asian countries, including Vietnam. It won its first tunnelling contract in Singapore on the Downtown Line Stage 2 project in 2010 on which it required slurry TBM technology. In addition to C925 on Downtown Line Stage 3, it was also awarded Contract C937, on which three TBMs are needed to excavate a total 2.6km of twin running tunnels either side of the contract’s Fort Canning Station box, 570m in one direction and 780m in the other.



In a single order with The Robbins Company, GS E&C bought four Robbins EPBMs, three for contract C937 and one to complete the two 800m TBM running tunnel drives on C925. This is a first experience of working with The Robbins Company for GS E&C and a first experience for Robbins of working in Singapore. In addition to the four EPBMs for GS E&C, Robbins also won the order from CMC di Ravenna for rental of two EPBMs for contract C927 for the 1.3km running tunnels between DT29 Bedok North Station and DT30 Bedok Reservoir Station. For both Robbins and its contractor customers, there was much needed collaboration to meet the exacting requirements of the Singapore environment and the particular contracting practices of the LTA.
The geological profile of Singapore is notoriously complex with highly weathered as well as fresh highly fractured granite bedrock presenting an undulating interface with infilled valleys of soft ground overburden that comprises sedimentary and weathered clays, sands, silts, and tills in which hard granite boulders are common. All deposits host a high ground-water table that can present operating pressures for the LTA-specified closed-face tunnelling TBM methods of up to 2 bar and more to match pressures at the average 30m deep alignments at tunnel invert.
For its two contacts, GS E&C required EPB technology to work though low permeability clay deposits with the potential to encounter pockets of loose water-charged running sands and tills.
On a recent visit to the DTL3 C925 contract, Project Manager for GS E&C, Chang Jeong Chan Gyoon, explained that the first challenge was launch of the machine for the first of its two running tunnels.
“We have a long open cut station box in our contract and a long open box crossover structure which together are about 230m long. For scheduling reasons, however, we could not use either as the launch and working access for the TBM drives. We had to confine the TBM operation to a limited area at the far end of the crossover box and this required launch of the TBM using umbilical connections.”
“This was a tricky operation,” said Sammy Samaroo, the Robbins Field Technician assigned to the contract. “Working on umbilicals is not only vulnerable for the connections but also an exercise, usually, of juggling muck hauling and segment supply logistics. GS E&C though had an impressive and innovative alternative that had the TBM and all its backup launched and into routine advance within one month of the first cut at the tunnel eye on 8 December 2013. That was to ring 59, or more than 180m into the drive, on umbilicals and with the backup gantries all installed and ready to go within one month.”

The alternative was to use a pumping system to lift muck from the EPBM screw conveyor discharge hopper to the surface, a lift of some 40m and across a maximum distance of 90m. “For the drive itself, we are using rail-bound skips for muck haulage,” explained Project Manager Chang, “but for the launch on umbilicals, we worked hard to refine the muck pumping system to avoid using skips for that process. We had to present the alternative to the LTA, which is very particular and strict about permitting any deviations from either the construction methods specified within the contract documents or those put forward in the means and methods statement in the winning contractor’s proposal. I was not part of the GS E&C bidding team and so inherited the ideas for construction from my estimating and contract bidding colleagues, but the launch of this machine was critical for us as we had been delayed significantly on our schedule due to site access and utility diversion issues. We could not afford to lose any time on launch of the TBM. In fact we had to gain as much time as possible on our own schedule. The launch phase presented an opportunity to do that.”
The pumping alternative was accepted by LTA and a progress rate of 4 rings/day for an umbilical launch was achieved. “This was very good, set against our planned much slower process,” said Chang. So good in fact was the experience, that LTA is considering this launch technique as a specification for future TBM umbilical launches. “We were very pleased with the process and also with the assistance we had from the Robbins assembly and commissioning field team to make this the success it was,” said Chang.




Once into the drive, the machine made good progress, advancing up to 10 rings/day of 2 x 12hr shifts/day, and using 6 x 17m3 muck skips/ring that are raised to the surface through a 20 min/train discharge cycle. “Our goal is to improve to achieve 160 rings as a routine through to end of TBM excavation on the second 800m drive which is planned for early 2015,” said Chang. “That is based on achieving 8 rings/day as an average for 20 days/month and with 5 days reserved for interventions.”
To end of August 2014, progress on the project had reached a best of 58 rings/week. The machine had completed its first drive and its disassembly and reassembly for its second parallel drive was ongoing with steady progress expected towards the planned end of the second drive by early 2015. The two 800m parallel drives are each lined with 570 x 1.4m long rings of five segments and a key for a 6.63m o.d. and 5.8m i.d. finish. The segments are being cast in Malaysia for both of the GS E&C contracts and are trucked into Singapore to the working sites.
Following the visit to C925, steady progress was made using the 6.7m diameter Robbins EPBM and it finished its first 800m drive in April 2014. That is within five months of its start in early December 2013 and within its 180m/month programme average.
On Contract C937 for GS E&C, one of the contract’s three machines completed its first 783m long drive on 24 March 2014, and the second machine completed the parallel tunnel on 4 May. The third machine on the contract finished the first 570m long tunnel towards Chinatown and rather than breaking through into the neighbouring Chinatown Station contract, the TBM keyed into the station box diaphragm wall and had to be dismantled and withdrawn back through its completed drive, including the cutterhead, for reassembly into a new shield for excavation of the parallel drive.
To facilitate in-tunnel disassembly of the machine, Robbins designed each of the major components in such a way that disassembly was possible and for each of the components to be easily transported along the tunnel and readily reassembled in the new shield.


“The process was demanding and took 16 weeks in total to complete but it went very well,” said Samaroo for Robbins. “The machine disassembled piece by piece, including the cutterhead which is in two bolted together pieces for retrieval, and the new shield was on site to have the machine reassembled and ready for relaunch into the second drive by mid-October 2014.” Its second blind-hole finish is programmed for end of 2014 or early 2015, when it will again be disassembled, the shield abandoned, and the components withdrawn through its completed tunnel. Final connection to the station will be achieved by the Chinatown Station contractor.

The same disassembly and reassembly process was required for the two TBMs being used by CMC on Contract C927. The first TBM completed its blind heading of 1,318m long on 8 May 2014. Its partner machine completed its blind heading drive for a total of 1,318m in 12 months, in October 2013. With no possibility of reusing the machines on future Singapore metro contracts, the first rental machine was refurbished and resold by Robbins to the Northgate Link LRT project in Seattle, USA, and the second is in storage in Singapore for Robbins. The four machines bought by GS E&C for its two DTL3 contracts are on buy back agreements with Robbins.
As excavation work on the DTL3 contract draws to a completion, all contracts for the 30km long underground Thomson Line projects and its 22 underground stations, that will increase to 43km and 31 underground stations with addition of the East-Coast Extension, have been awarded and contractors are in the process of procuring TBMs – all new and with a minimum 30 required. Once the Thomson Line project is progressing, LTA will advance the Thomson East Coast Extension and beyond that there is the 20km long Jurong Region Line and the 50km long Cross Island Line to plan, procure and construct (Fig 1). Singapore will remain a hotspot for TBM manufacturers for years to come.
Contracts C925 and C937 for GS E&C are both specified as EPB operations by the LTA and its design consultants. On C925, the Qualified Person for the contract design with LTA is the engineering firm Amberg of Switzerland and its partner TTI, and the Qualified Person Supervisor, QP(S), on site for LTA is the Singapore office of the engineering firm Geoconsult of Austria.


For the most part, the geology on the alignment of C925 is homogeneous, more homogeneous than it was for the slurry TBM operation on the first C913 contract for GS E&C. On that contract 30-35% of the drive and across 4-5 rings at a stretch, was in mixed face conditions; 30-35% at stretches of up to 8-9 rings was in poor soil; and 30% was in hard and highly abrasive granite rock of up to 200MPa in UCS and for 4-5 rings at a stretch. To cope with conditions, the Kawasaki slurry TBM was fitted with disc cutters, but progress reflected these difficult conditions.

For C925 and C937, the cutterheads of the four Robbins EPBMs for GS E&C are dressed with picks and knife bits only. The risk of meeting hard rock is low, with the bedrock below the tunnel horizon, and, for the most part, excavation would be through low permeability, but abrasive, clay with the ever-present possibility of meeting pockets of loose running sands under the full hydrostatic head of ground water pressure. The Robbins EPBMs are designed for pressures of up to 2.7 bar and are fitted with ground conditioning systems to inject different conditioning agents, from water to foam to bentonite to polymer solutions, into the excavation chamber, into the face from injection points on the cutterhead, and into the screw conveyor. The screw conveyor in the machines are 12.7m long x 900mm i.d. and have auger screws that rotate at 16 rev/min to convey muck at a rate of 370m3/hr to the discharge gate and onto the transfer belt conveyor from the hopper and into the haulage skips.
“For the material in the plenum to operate efficiently with an EPB system, a slump of 17-20cm is required,” explained Eng Joshi, the Tunnelling Manager for GS E&C. “To achieve that we are having to inject substantial volumes of conditioning agents. To assess the need, we assume a 12% natural ground water content and require 26-32% moisture in the soil matrix to feed successfully through the screw. That is about 10,000-12,000 litres of fluid/shove or for every 49m3 of material excavated/shove. This is needed, we anticipate, for some 60% of the drive for both tubes. That is about 60 litres of surfactant and 4-5,000 litres of water/stroke if we are using foam. We are using a lot of conditioning in this ground and foam surfactant is expensive at about Sing$3/litre. We need the conditioning to also manage the abrasivity of the natural material. The particles of decomposed granite and sand are hard and very abrasive. The conditioning agents reduce this wear.” Conditioning agents are mixed on the surface and transported by supply train to the operating TBM.
Discussions during the visit about the quality of the natural ground and the need for large volumes of conditioning agents, progressed to the need for pressurised EPB operation at all. Diaphragm walls support the open box excavations for the station and crossover structures, and Chang explained that break out of the launch shaft for the TBM was not a pressure-controlled soft eye collar system but rather a break-up of the diaphragm wall in free air.
Three 3m long horizontal boreholes into the launch end-wall produced no significant water inflow and there are no blocks of ground consolidation grout injection designed or required adjacent to the break-out or break-in walls.
On speaking to different engineers associated with the metro contracts for LTA, other practices were highlighted that identify the particular environment of metro tunnelling in Singapore. There is a tendency, for example, for the works to be managed by the main contractors but completed by subcontractors. On C925, Sambo of South Korea completed the diaphragm walls for the stations box and the open cut crossover box and operation of the TBM is also in the hands of a subcontractor.
Chang said he would have preferred managing the TBM operation within the company, hiring labour from outside of Singapore just as the subcontractors do. Once a contract proposal is submitted and accepted by LTA, however, and awarded as a tunnelling operation subcontract, there is no way of revising the terms.
This appears counterproductive. In a group discussion, it was explained that there is little incentive for the crews to surpass the average advance rate expected by the programme, and, for LTA, this is rather low at an average of four rings/shift. All of the tunnelling project programmes for LTA are estimated on an advance of four rings/shift and providing that is being achieved, all is okay. There is little opportunity to improve on this or for the main contractor to use initiative and expertise to create efficiencies and earn a profit in the process. The machines are certainly capable of operating more effectively, but to capture that, the TBM operation and management of the tunnelling crews, would have to be in the hands of the main contractor.
The contract packages by LTA are also purposefully small, at no more than Sing$500 million about (US$400 million), and the opportunity to bid on two or more contracts, as an alternative, to create a larger more efficient package, is also not available. Metro tunnelling in Singapore is by formula and having learned a lesson the hard way, via the major open excavation Nichol Highway collapse, it is unlikely that things will change in the short term.
Another query regarding the need for EPB closed-face excavation is the fact that interventions are being carried out in free air also. The TBM is progressed to a point where operating pressures can be slowly reduced to zero and entry can be achieved without compressed air support.
This requires that interventions are undertaken when they are possible rather than as programmed. “The contract specifies six interventions on our drives and to date we have completed two,” said Samaroo for Robbins. “One at ring 56 and another at ring 96. On each occasion, the intervention was completed in free air and we were instructed to change all the tools on both occasions. We are achieving penetration rates of about 20-25mm/min and although the material can be abrasive, the tools were not worn, but the opportunity was taken to change all the tools and be assured that all the tools are in good order until the next opportunity for a free air intervention.”
The requirement for closed-face pressurised EPB excavation was also queried, in that GS E&C has completed a 165m long train storage pocket-track facility on another contract using open-face NATM through the Singapore clay. The clay is similar in its geotechnical design parameters as London Clay in the UK and while a TBM shield is needed to build the precast segmental linings of the running tunnels, the possibility of operating TBMs in open mode when possible is against the LTA specifications.
This does lead to variations in the operation of the EPB technique. On one contract, it was said that the TBMs do not actually excavate the material as the TBM advances a stroke. Instead, large volumes of water or conditioning are pumped into the plenum and once the pressure in the plenum reaches a certain level with advance of the shove rams, the discharge gate of the screw conveyor is opened to relieve the pressure and allow material to gush into the muck hopper and via the transfer belt conveyor into the muck skips. This is not the optimum operating theory of the EPB technique but it does meet the LTA contract specifications to operate in pressurised mode at all times.






|
|
|
|
|
