
- Current
-
- Stay Connected
- Marketplace
- Home Office
- TunnelTalk Account

Half-way milestone for TBM Bertha 13 Oct 2016
TBM Bertha has crossed the milestone half-way point of her 2,825m drive, ahead of a stop to carry out a third round of maintenance since completing the undercrossing of the Alaskan Way Viaduct in May this year (2016).
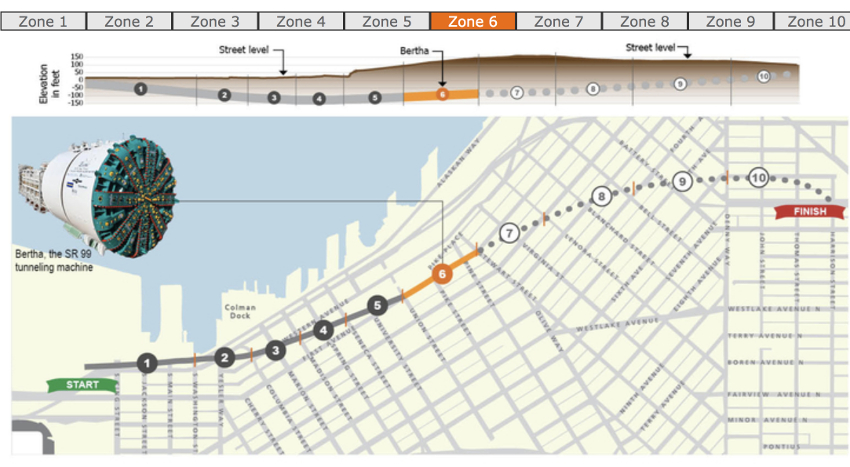
Fig 1. Bertha currently located in Zone 6
Seattle Tunnel Partners (STP), the contractor JV of Dragados and Tutor Perini, shut down the 17.48m diameter EPBM at a depth of 58m beneath First Avenue, just north of Pike Street, last Tuesday (October 4). This location, Zone 6, is 1,439m (717 rings) into the drive (Fig 1), and was selected because dense soils in the area are suitable for carrying out hyperbaric interventions in front of the cutterhead (see article below for full report of the last routine maintenance stop).
Inspection crews used the latest stop to examine some of the 700 cutting tools on Bertha’s giant cutterhead that are inaccessible from within the machine. In the event a planned stop of up to one month was cut short after a full day’s worth of inspections under hyperbaric conditions revealed that the cutting tools were in good enough condition to resume mining. Bertha was powered up again on Tuesday (October 10), and as of yesterday (October 11) had advanced a further 8.8m to reach a total advance of 1,448m.

Large cutting tools located on Bertha’s eight cutterhead spokes
This was STP’s third planned maintenance stop of the year since Bertha was restarted following completion of major repair work to her main bearing and seal assembly. The machine was stopped from March 12 to April 29 as crews prepared to tunnel beneath the Alaskan Way Viaduct; then again from June 23 to July 18 beneath Spring Street for routine maintenance under hyperbaric conditions.
The TBM is currently in Zone 6 (of ten) – where it will pass close to other underground infrastructure including a century-old railroad tunnel completed in 1904, and the Elliott Bay Interceptor, a major sewer tunnel that runs from downtown to the West Point Treatment Plant.
In addition to the latest maintenance stop and the two previous ones, Bertha was powered down on 31 August (at the 1,260m mark), for 13 days, in order to enable inspection and change-out of some of the larger tools that are mounted on the cutterhead spokes and which are accessible from within the machine using specially-designed access chambers.
This operation was completed ahead of a section of the alignment in which the geology was expected to change from predominantly clay, to more abrasive sands and gravels. In the event 14 of the large-sized tools, each weighing 272kg, were removed and replaced from within the machine using hoists and chains. Each change-out operation took up to 20 man-hours to complete.

14 worn large cutting tools removed

Fashioning replacement large cutting tools
Schedule and delays
The most recent program schedule presented by STP to project owner WSDOT indicates that tunneling will be completed in summer next year (2017). Work to complete the tunnel’s interior structures, along with systems installation and testing, should be finished by late 2018. Based on STP’s schedule, WSDOT estimates the tunnel will open to traffic in early 2019 when final connections are made to the existing SR99 roadways.
The destination ramp/portal where Bertha will complete final breakthrough is located 90ft below street level near Thomas Street at the north end of downtown, and is largely complete. Although future contractors will make final connections to the highway, several of the ramps and roadways into and out of the tunnel are already in place, along with tunnel operations buildings at each of the portals.
The legislatively approved budget for the completed Alaskan Way Viaduct Replacement Project, of which the tunnel is a part, is US$3.1 billion. WSDOT currently estimates a cashflow shortage of $60 million as a result of delays in the tunneling program up to 2019, rising to $223 million beyond 2019: a 6.6% cost escalation, but less than the “worst case scenario” of $317.5 million identified during a financial review in 2015.
A WSDOT spokesman said: “WSDOT has notified the Washington State Legislature of the program’s cash flow needs for the 2017-2019 budget cycle and will work with the Legislature through the budgeting process. Our immediate focus is addressing the up to $60 million needed as a result of the tunneling delay. The next 18 months of construction will tell us a great deal about the program’s funding needs beyond the current biennium.”

North Portal construction works
“We remain committed to completing this important safety project while also protecting taxpayers,” said Roger Millar, Acting Transportation Secretary, “We will continue to follow the terms of the design-build contract to recover the added costs that are due to the delay of the project.”
This will include pursuing insurance claims, identifying potential cost savings in other elements of the program and ongoing litigation to recover damages. If efforts to recover costs are successful, those funds would likely not be available until after the project is complete.
“We will continue to provide additional details about the program’s budget needs as the 2017 legislative session approaches. In the meantime, our focus will remain where it always has: on delivering the tunnel and replacing the Alaskan Way Viaduct for the people of Washington,” said Millar.
References
- SR99 budget stretched to the limit – TunnelTalk, April 2015
Bertha hyperbaric interventions and progress 29 Jun 2016
Preparations are under way in Seattle this week to establish the filter cake ahead of the start of a programme of hyperbaric interventions behind the cutterhead of TBM Bertha.
Bertha restart after hyperbaric work 20 Jul 2016
TBM Bertha resumes mining after a planned stoppage of 26 days for maintenance. The machine restarted Tuesday (July 19) following the completion of more than 40 shifts of hyperbaric interventions carried out by seven rotating teams of divers.

Understanding hyperbaric interventions on Bertha
Each team of five – comprising three specially trained STP operatives, and two workers from specialist hyperbaric services subcontractor Ballard Diving – was able to complete approximately half an hour of intervention work in front of the cutterhead, for a total of three-and-a-half hours across the seven teams over the whole shift.
In total, 33 of more than 700 cutting tools were changed – compared to just 11 at the previous maintenance stop near the Viaduct.
TBM Bertha has now completed 947m of the total 2,825m drive.
The 17.48m diameter machine stopped mining on Friday (June 23) at 7am for the second of four planned maintenance stops along the 2.82km alignment. A total distance of 3,144ft (947m, 467 rings) has been excavated since launch in 2013. Bertha has now completed the steepest 4.6% downgrade section of the drive, and currently rests at a location under Spring Street in downtown Seattle at a depth of 120ft (36.5m) below the tunnel crown.
“We are now at the lowest point of the drive from a vertical alignment point of view,” STP Project Manager Chris Dixon told TunnelTalk from Seattle on Friday. “When we resume mining, following this maintenance stop, we will move to a 1.6% upgrade, but the topography of Seattle rises much faster than that so we still have some distance to go, maybe 2,000ft (601m), to get to the point of highest overburden, some 200ft (61m) below the surface.”
Prior to last week’s maintenance stop the TBM had been operating under a working face pressure of just over 3 bar, considerably less than the 7 bar design specification of the Hitachi Zosen-manufactured machine.
Since the drive out of Safe Haven 3 began on April 29, Bertha has advanced 1,516ft (462m, 234 rings), including a safe undercrossing of the Alaskan Way Viaduct during which time crews from Seattle Tunnel Partners moved to a 24/7 operation. Progress during May was recorded at 780ft (238m, 120 rings) over 21 work days for an average of 37.5ft/day (11.5m, 5.7 rings). During June, until the stoppage last week, 721ft was mined (220m, 111 rings) for an average progress of 45ft/day (13.7m, 6.9 rings). While the machine is advancing STP crews work 24 hours a day over two 12-hour shifts, Monday-Friday, with the machine stopping over weekends.
The best production rate since leaving Safe Haven 3 has been 10 rings installed (65ft, 20m) – on two occasions.

Performing maintenance in a compressed air environment
Credit: Video by Ballard Diving
Hyperbaric work
“While we prepare the machine for the hyperbaric interventions we will be moving to two 10-hour shifts per day over six days of the week,” explained Dixon. This week STP crews have been bringing in compressors and preparing the filter cake ahead of those interventions, which are scheduled to begin after the July 4 holiday weekend.
This involves the removal of approximately one third of the excavated material that is currently trapped behind the cutterhead, to leave a working chamber with a height of about 20ft at the top of the machine. This space will then be injected, under pressure, with bentonite, which will penetrate the soil ahead of the cutterhead to create the impervious membrane that prevents soil and water from flowing back into the working chamber, and prevents the compressed air – which will be pumped into the chamber as the bentonite is removed – from escaping.
The cutterhead has eight spokes in total, each of which is fitted with cutting tools and scrapers that need to be checked for wear and replaced as necessary. The design of the machine allows for tools and bits that are located close to the openings through which excavated material passes into the screw conveyor – which lie towards the centre of the cutterhead – to be replaced in free air from inside the machine; but those set towards the outer half of the circumference of the face require hyperbaric intervention for inspection, cleaning and replacement.
TBM Bertha replacement bearing
This is the first image of the new main bearing assembly being prepared for TBM Bertha during the major lift and repair effort of last year (2015).

Workers grease the new radial rollers
The new bearing was supplied by ThyssenKrup Rothe Erde of Germany and manufactured ahead of TBM launch as a spare, in accordance with the contract between owner WSDOT and its design-build contractor Dragados/Tutor Perini. The replacement bearing is approximately 33ft in diameter, weighs 88 ton and is of a segmented type that was originally designed to be replaced from inside the tunnel.
In the event the TBM breakdown occurred before the drive reached downtown Seattle and the cutterhead and main bearing assembly were lifted from a recovery shaft excavated in front of the machine.
Rothe Erde owns and manages many bearing manufacturers around the world including Rotec Incorporated in the US, Nippon Roballo Co. Ltd in Japan, and Roballo Engineering Co. Ltd in Durham, United Kingdom.
References
- Bertha repairs in pictures – TunnelTalk
“Some 6-9mm of wear has been recorded since leaving Safe Haven 3, but different tools have different parameters according to their location on the cutterhead before they need to be changed,” explained Dixon. “Some of the tools are fitted with wear detectors but these figures need to be physically verified by an actual inspection and the taking of precise measurements.”
During the last six-week maintenance stop at Safe Haven 3, during which 125 hours of hyperbaric interventions were carried out, 11 tools were replaced.
“Once the latest round of interventions start we have seven crews that we will be sending in to work in the chamber,” explained Dixon.
“Those crews comprise five people each – three STP workers and two employees of Ballard Diving, who are providing hyperbaric services for the project. That crew will go in and go through compression, enter the plenum behind the cutterhead, and then work in a compressed air environment before returning to decompress where they are held under observation for a few hours.
“That whole cycle takes between 6-8 hours and in that timeframe they can work behind the cutterhead for between one and one-and-a-half hours. With seven crews working in rotation we can get 7-10.5 hours of work done each day.”
Each spoke of the cutterhead will now be examined in turn, with divers from Ballard Diving carrying out the necessary cleaning, maintenance and tool replacement while hanging from platforms that are taken into the chamber and attached to the bulkhead behind the cutterhead. Once one spoke is completed the platforms are removed, the cutterhead is turned through approximately 45 degrees, and then work resumes on the next one until all eight are completed.
“Last time we stopped for six weeks, and the length of this stop will be dependent upon the amount of work that needs to be done under hyperbaric conditions,” said Dixon. “We won’t know the duration of this stop until we get in there and inspect the conditions but one spoke might need more work than another. It will take as long as it needs to take, but we are anticipating no longer than the six weeks we had at Safe Haven 3.”
Two more maintenance stops are scheduled for the balance of the tunnel drive, but the locations of these have not yet been determined and may, to some extent, depend on ground conditions. Currently the machine is located in almost a full face of clay, which offers optimal conditions in which to stop for maintenance. Once the TBM resumes mining it will enter a potentially more challenging section of alluvial material comprising a higher mix of loose sands and gravels.

Inside the hyperbaric chamber on the SR99 machine Video
Credit: WSDOT
Machine performance
Machine performance since replacement of the main bearing and the seal assembly is reported as good. “We’ve been monitoring seal gaps, temperatures, thrust forces and a variety of other things and all of those are within tolerance,” said Dixon. “We have extensive geotechnical instrumentation in the ground, including sensors 5ft (1.5m), 10ft (3m) and 30ft (9m) above the top of the TBM, and we have noticed negligible movement as tunneling has proceeded.”
Surface settlement point instrumentation mounted on a number of buildings along the drive path, and most of which is automated, has not recorded movement of any structures above the ground or any utilities below it.
“We review all the operating parameters on the TBM for each ring that was completed the day before; we go through the volume and weight reconciliation of the excavated material to verify that there is no overmining or overexcavation or ground loss occurring; before going on to sign a daily TBM parameter log,"said Dixon.
Route of TBM and SR99 Highway under downtown Seattle
“This log specifies what parameters the TBM is going to operate at for that day; we specify what the total cutterhead thrust is going to be, what the torque is going to be, what the penetration rate will be; we go through the working pressures, we look at the grout pressures, and establish limits for those; also for the gaps we decide what the soil conditioning regime is going to be for that day, and what is going to be used – so if we are using foam, for example, we establish the foam expansion ratio and the injection ratio that is going to be used for that day.”
At the end of the daily meeting the document is signed off by STP’s Tunnel Supervisor, Construction Manager and Geotechnical Manager, and then on a shift-by-shift basis in the tunnel by the Tunnel QC Engineer, the TBM Operator, the Tunnel Foreman as well as the Geotechnical Supervisor.
“Their signatures basically acknowledges receipt of the document and how the TBM is going to be operated both during day shift and night shift,” explained Dixon. “We do have the ability to make some adjustments to the TBM parameters if conditions change but again there a protocol process that we go through if its deemed necessary to change any particular parameter during the shift.”
In addition to this, a team from machine manufacturer Hitachi Zosen is permanently on site and will remain with the project until final breakthrough. Their main responsibility is to operate the PLC (programmable logic controller) of the TBM.
Flying into the heart of TBM Bertha and the SR99 tunnel
Schedule
STP is currently working to prepare a revised schedule, which will be announced closer to the date that maintenance is completed. Dixon explained: “We have 962 rings to go, so if we average 5 rings/day that’s 9 months, 6/day would take 7.5 months, and 7/day, 6 months. This is just for the tunneling though, and is based on 22 working days/month.”
To this needs to be added the time for the current maintenance stop and the two that remain after that. “We are hoping this stop will be quicker than the last one, but even of we average 7 rings/day from here, and add two months for maintenance that would take us to February or March next year (2017).
“We are in the process of re-evaluating this formally but we probably won’t have a better idea until we see how long this stop actually takes.”
Gallery



References
- Experience with German decompression tables – TunnelTECH, December 2015
- Technical parameters of Seatle’s mega-EPBM – TunnelTECH, December 2012
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.