
Ramping up mega-TBM progress in Auckland
13 Feb 2014
Peter Kenyon, TunnelTalk
-
With the media spotlight firmly on the troubles of the world's largest TBM in Seattle, USA, caution is understandably the keyword in New Zealand where another of the world's mega-TBMs is currently 350m into the first of parallel 2.4km-long drives for the six-lane Waterview highway connection in Auckland. At 14.5m, the Herrenknecht EPBM selected by New Zealand Transport Agency (NZTA) and its Alliance partnership tunnel contractors McConnell Dowell, Fletcher and Obayashi, together known as The Well Connected Alliance, is the largest in New Zealand tunnelling history, and the tenth largest in the world. Peter Kenyon reports on progress to date.
- Mega-TBM Alice may not have enjoyed the same sort of international attention as her counterpart Bertha in Seattle, and 350m of progress since launch in early November (2013) is hardly breakneck speed, but this cautious approach is all part of a wider strategy to test all-round machine capability and systems well in advance of the more challenging underground conditions that are expected between now and scheduled first breakthrough at the project's northern portal in September.
-

Mega-dimensions of Waterview highway tunnel in Auckland
- Though milestone targets have been set (Table 1), there are no time penalties in the contract for late completion.
- "We were not forced to set ourselves tough targets to finish earlier than we have promised to do so," said Construction Director Stefan Hanke. This has had the effect of affording the tunnelling team valuable time to get to grips with the very special requirements of handling a mega-TBM.
- "The EPBM we procured from Herrenknecht has more than sufficient power reserves, but we needed to ensure that the machine was capable of providing solutions to all problems that we might encounter. With a diameter of this size, 14.5m, we are going into territory where things can happen unexpectedly and for this you need to have a powerful machine that can cope."
- So far, everything has gone according to plan - even to the point that launch was achieved on the very day that had been planned more than two years ago. "We haven't rushed to make metres," said Ian Simmons, Tunnel Construction Manager on the NZ$1.4 billion project that will complete the much-needed western ring road around Auckland to reduce north-south traffic through the city centre and provide much-needed relief for the Harbour Bridge.
- TBM Alice is running a Trolex gas detection system monitoring for oxygen, CO2, CO, NO2, nitric oxide and hydrogen sulphide. In addition the system monitors for potentially explosive methane at four locations around the TBM: front, front centre, rear and the control cabin. Information from all detection systems is routed to the machine's main control panel and is powered by a Trolex power supply complete with battery back-up to enable it to continue operating in the event of a power shutdown on the TBM.
-

TBM mounted sensors
- The Trolex system provides continuous real time gas readings with pre-programmed limits that automatically set off alarms in the control room if any are exceeded.
- In addition to protecting the Herrenknecht TBM, Trolex has supplied the Well Connected Alliance with a separate fixed gas detection system for the tunnels using 12 x Trolex Sentro 8 units with battery back-up and ethernet connectivity. These monitor for NO2, oxygen and CO.
- Phil Elliott, CEO of New Zealand Trolex distributor Cuthbert Stewart Ltd (CSL) said, "It was important to provide a complete end-to-end solution including commissioning and calibration. Trolex UK Engineer Gareth Herbert visited the project to commission and calibrate both systems and also provided valuable training for the installation contractor as well as for the CSL team. As local distributor for Trolex mining products, CSL and local calibration partner TIS are able to provide full support and calibration services for the duration of the project."
- In 2012 alone Trolex protective systems were deployed on over 50 TBMs globally.
- "We always planned to do everything very carefully at the start. With the size of the face on this TBM, and the potential forces involved in its operation, we have spent a lot of time monitoring systems to ensure there were no issues with it during the early period. All installations have behaved as expected and as designed.
- "We have gone through live trials of running the TBM in full EPB mode, and this has involved testing various different systems for supporting the ground in terms of the face pressure we have been applying. The maximum that we would find at the moment is 1 bar at the crown, but on a machine of this size that means about 2.5 bar at the invert. All of these in-the-ground trials have been carried out from a proving perspective to demonstrate that the TBM can operate in EPB mode and still restrict settlement."
- The tunnel alignment sees the TBM run northwards under a short greenfield stretch before taking a route under the Auckland suburbs and some major road infrastructure; testing for ground movement has also been considered key in this early demonstration stage, but so far measurements at surface level have fallen within project parameters.
| Table 1. Project programme milestone targets | |||||
| Completion of the first bore | September 2014 | ||||
| Turn around period | Two months | ||||
| Completion of all tunnelling | September 2015 | ||||
| Contractual delivery of the finished tunnels | April 2017 | ||||

Trolex system protects TBM
11 Mar 2014
Trolex News Release

-

Launch from Waterview southern portal in November
- The drive itself has been divided into six reaches, and a number of sub-reaches, each correlating roughly with anticipated geological conditions. "Looking at groundwater levels along the alignment, operating pressures could reach 3.5bar, although the TBM is actually equipped to handle pressures up to 6 bar," said Simmons. "There are different reaches that we have identified, and it is the final reach where pressure issues become more critical as we cross the saturated silts of the Tauranga group. But that is not necessarily where the higher face pressures will be required. Half way through the drive, at a depth of about 50m, is where we expect the largest pressure balancing requirements.
- "The machine has the design capability to reach a maximum thrust of 300,000kN but we hope not to have to use that. At the moment we are managing to hold it around 60,000kN," said Simmons.

-

Geological profile of 2.4km drive
-

Waterview connection will complete vital western bypass
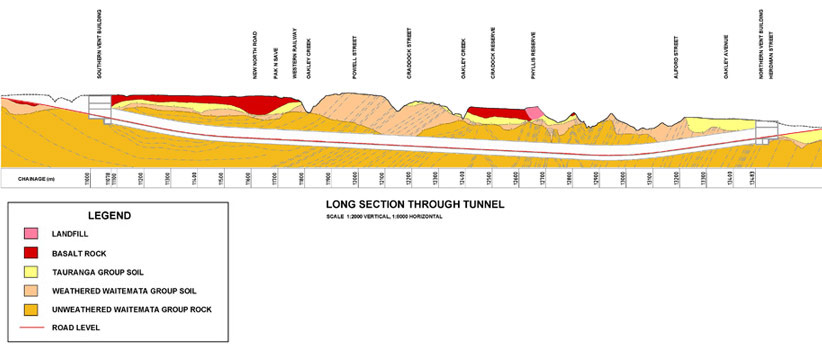

- The first reach is characterised by ECBF (East Coast Bays Formation). "We know there is stickiness associated with this formation so conditioning of the excavated material is an important factor here," explained Simmons. The alignment moves into stronger layered material where water penetration will become more of an issue, and then into mixtures of the two types, before finally driving into the soft silts close to the northern portal at the end of the first drive.
-

Aerial run-through of Waterview highway connection
- The cutterhead is designed especially to cope with the sticky material that is expected to be the predominant geological feature. Construction Director Hanke explained: "We know that this material and formation occurs frequently here in Auckland and so the machine is designed with an opening ratio of 45%, which is quite high.
- "We also designed the cutting tools to ensure that the material can flow easily through the cutterhead because previous tunnelling projects here in Auckland have experienced problems with clogging up, even on smaller bore drives. We have taken this experience on board.
- "Typically, rock strength that we expect to encounter is in the 5-10 MPa range but advance geological data has identified a very low risk of hitting rock bands of 100-120MPa." That risk, said Hanke, is calculated at just 1%, but the TBM has been designed to cope if strata of volcanic rock are present at lower depths than predicted.
-
Segmental lining and culvert fabrication
Precast steel fibre reinforced concrete segments measuring 2m x 450mm thick are supplied to the project by a sub-Alliance with Wilson Tunnelling from a fabrication plant in Auckland, currently operating at full production. To date 1,410 units have been cast, to keep up with the current 350m of TBM progress. Each ring set is 9+key, for a total of more than 24,000 segments needed for both completed tunnels. Additionally 2,400 inverted U-shaped precast concrete culverts measuring 2m long x 3.7m wide x 2.22m high will be manufactured at the same casting yard to run under the road deck. These are to be laid by a self-propelled culvert gantry that is currently being assembled at the southern portal ready to run 200m behind the TBM and independently of the machine's own back up gantry. It should be ready to start its progress in the next five weeks.
-

Precast concrete segmental lining in full production
-

U-shaped access culverts will be backfilled below road


- "A rival design team comprising Leighton/John Holland/Aecom went with a precast concrete deck road design similar to Airport Link in Brisbane - we went initially with a backfilled invert but as part of the normal Alliance improvement process the Client asked us to look into changing the design into a combination of backfilled and culvert design similar to what was done on the Clem 7 tunnels in Brisbane," said Hanke. Backfilling to the sides of the culvert will run concurrently with the TBM as it advances, with a secondary backfill to road level being completed when the machine is turned around at the northern end for the return drive.
-

Independent culvert-laying gantry being assembled
- Separating the culvert-laying gantry from the TBM backup is a new idea. "There are two main reasons for adopting this technique," explained Hanke. "The first is to separate TBM production from culvert-placing production, and the second is that when we turn the TBM around at the northern portal we want to manage the backup turnaround as efficiently as possible. If you have an attached gantry bridge added to the TBM backup you would need to disassemble this bridge into sections of 12-15m and then reassemble it again which would require complicated logistics and more time. By separating them we are optimising TBM backup and turnaround time." Simmons added: "Once we have the culvert gantry into the tunnel our intention is to move to a three shift pattern so we can work slightly longer and can increase TBM production time. This is likely to be next month (March) or early April." At this point, and following another inspection of the cutterhead and cutting tools scheduled for next week, TBM speed will be ramped up still further from a current 24-hour best advance rate of 22m achieved two weeks ago.

-

View into the heading from the southern portal
-
Mucking out
In addition to supplying the TBM, Herrenknecht is also supplying backup and a standard converse conveyor mucking out system. With each metre of advance producing 164m3 of muck, loco and conventional mucking out methods are rendered inadequate. Muck disposal is via truck from a fully enclosed on-site spoil building to a disused quarry some 18km to the south. "A 27 hectare area of the Wiri quarry is being filled in prior to being redeveloped for industrial and commercial development, so this mutually beneficial arrangement has worked well," said Helen Cook of NZTA. - TunnelTalk will bring further details of the two drives as progress is made towards first breakthrough in September this year (2014), and final breakthrough 12 months later.

-
New Zealand awards mega-TBM undertaking - TunnelTalk, August 2011
Design-build responsibility at Rosedale - TunnelTalk, February 2009
Underwater works for Hobson Bay - TunnelTalk, February 2009
Tracking the world's mega TBMs - TunnelTalk, July 2011
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.