
Set up for Detroit's second effluent outfall
Apr 2009
Shani Wallis, Editor
-
Current financal troubles that face Detroit's Water and Sewerage Department only stand to match the notoriously difficult geological conditions that face any of its utility tunnel projects. GBRs (geotechnical baseline reports) for the City's Upper Rouge River CSO tunnel contracts warn of lethal hydrogen sulfide and methane gas infiltration and artesian groundwater ingress, conditions that defeated the DWSD's deep level Detroit River Outfall DRO-2 tunnel contract in the early 2000s and before that caused termination of shaft sinking for a sewer project for the neighboring City of Dearborn Department of Public Works. This site visit article to the DRO-2 project in 2001 illustrates that the conditions were well documented and well anticipated in contract mobilisation. But despite these preparations, the TBM drive was abandoned in April 2003 when ground water flooded the 806m of 7m diameter tunnel and its 88m deep x 10m diameter access shaft. After years of considering various recovery and redesign restart options, the contract was eventually terminated in January 2005. It is now confirmed that a new contract awarded to pick up the project and bring it to a redesigned completion has also been terminated as a result of the current financial problems.
-

TBM starter tunnel
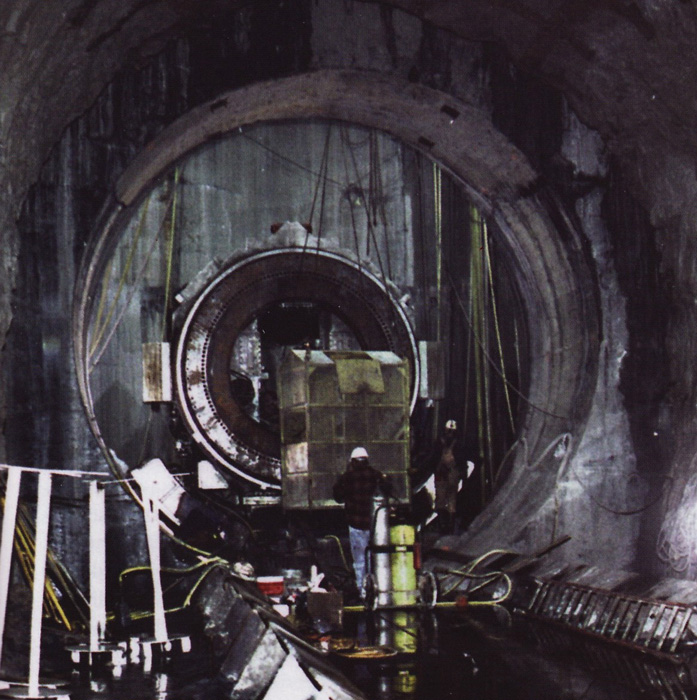
- In early May 2001, the Traylor-Jay Dee JV started lowering the components of the shielded TBM down the 288ft (88m) deep access shaft to begin excavating the 6,145ft (1.9km) long second Detroit River Outfall tunnel.
- "From the bottom of the shaft we excavated an 80ft (24m) drill+blast starter tunnel in which to assemble the machine and the first two trailers," explained Mike Traylor, Project Manager for the JV. "We started cutting rock in July and currently (early August 2001) have four of the 11 trailers in the hole. We expect to have the full backup in place by the end of September when full production can begin. Our anticipated program average is 15ft (4.6m) for each 2 x 10h production shifts/day to have the 252in (6.4m) i.d. one-pass segmentally lined tunnel finished in about June 2002, working a 5 day production week with the option of increasing to a 6 day week. At the end of the 6,190ft (1.9km) outfall, the cutterhead and shields of the TBM will be left in place and the backup and the operating components of the machine will be retrieved. We are just into the tunnel drive which, although relatively short, is potentially difficult. We have already completed several aspects of the job, and providing conditions ahead of us are as anticipated, we are geared up and ready to meet the program."
- The 42-month contract for the second 6,145ft (1.9km) long outfall for the City of Detroit Water & Sewerage Department was let to the Traylor-Jay Dee JV in fall 1999. Since then, in addition to the main entrance/working shaft, the JV has completed the outfall's six riser shafts in the Detroit River, as well as the two intermediate land access shafts required on the tunnel alignment by the owner. It has also completed production of all the segments required for tunnel. With a six month clean-up and finish period at the end of the tunnel drive, the finished project is scheduled to be handed over to the owner by the contract end date of April 2003.
-

Refurbished Robbins TBM and the JV team
- The most difficult aspect of the job technically is the potential for hydrogen sulfide gas to be carried into the tunnel in solution in ground water ingress. Methane is also a potential hazard. This lethal combination of gases has had substantial influence on the project's design and construction methods.
- The tunnel is specified by designers CCJM and Harza (now MWH - Montgomery Watson Harza), as a TBM drive with a one-pass bolted and gasketed precast concrete segmental lining. In addition to the necessary gas detectors and automatic shut down systems on the TBM, the design requires a ventilation system capable of producing 155,000cfm (4,400m3/min) of forced ventilation.
- To meet the requirement, Traylor Jay Dee will use four 200hp 54in (1.4m) fans, two at the shaft top and two on the TBM for either blowing or sucking operation. "The plan," explained Michael Jatczak, Project Engineer on the job for Traylor-Jay Dee, "is to exhaust air from the TBM through a 102in (2.6m) diameter Protan flexible vent duct and blow in through the shaft and the tunnel." The large vent line will be installed in the crown of the 21ft (6.4m) lined tunnel leaving only just enough room underneath for the service trains and locos.
- The TBM is fitted with two hydraulic TEI rock drills capable of drilling 80ft (24m) holes out through 18 drill ports in the forward shield and through a further eight positions in the cutterhead. "Systematic probing with multiple probe holes and a minimum 20ft (6.1m) overlap is the specification," said Jatczak "We will drill 80ft (24m) and mine 60ft (18m) to maintain the overlap. If water is encountered we will inject cement grout through as many additional drill holes as needed to reduce flow through the face to within the maximum allowed by our ventilation and dewatering systems. The cement grout mixer and plant is on the trailing gear for a swift reaction to high water inflows through probe holes."
- The tunnel drive is on a slight uphill gradient of 0.117% but in this shaft-access, dead-end heading, the contractor decided to have a maximum 5,000gpm (19,000 litre/min) pumping capacity installed. On site the JV has two 6in 100hp Global centrifugal pumps for 1,000gpm primary capacity and two 2,000gpm Hazelton pumps for secondary capacity.
- The visit in early August 2001 reports project progress since the JV mobilized the contract in November 1999.

-

Preparing to blast out the final holding benches (top) and key the main shaft caisson into the limestone
-

- Work on the main 288ft (87.7m) deep x 34ft (10m) o.d. entrance shaft started with a 5-month ground treatment subcontract by Layne Christensen to install a full depth grout curtain. Using more than 300 4in (100mm) x 325ft (99m) deep grout holes to 25ft (7.5m) below the shaft bottom Layne created a triple row grout curtain to seal off potential inflows of ground water through the dolomitic limestone at the shaft's lower 184ft (56m).
- Once complete, the JV sank a 42ft o.d. (34ft i.d.) (12.8m o.d. and 10.3m i.d.) caisson through the upper 80ft (24m) of impermeable clay overburden. The caisson - accepted as the JV's alternative to the contract's original slurry wall design through the clay - was cast in 10ft (3m) x 4ft (1.2m) thick reinforced lifts and lowered into each mined advance with small amounts of bentonite slurry as lubricant.
- "To key the caisson into the limestone we blasted out a 40ft (12.2m) diameter x 5ft (1.5m) deep center pilot section from which we blasted out pockets or rooms beneath the cutting edge to leave the 3,000 ton caisson resting on four pillars," explained Jatczak. "In a final simultaneous blast, these pillars were blasted out and the caisson immediately sat down onto the hard limestone. All worked perfectly - without any hang up or excessive damage to the lower section of the caisson. A very successful operation."
- With the caisson contact grouted into place, drill+blast of the shaft through the limestone began. As another precaution against water and hydrogen sulfide ingress, the design required that the shaft's 2ft 6in (800mm) thick reinforced in-situ concrete lining in the limestone be cast concurrent with excavation. Systematic probing with three 30ft (9m) deep probe holes and an overlap of 20ft (6.1m) was also specified. To comply, excavation progressed in 10ft (3m) rounds followed by a 20ft (6m) lift of in-situ concrete lining.


-
Caisson drop caught in action
- Drill+blast shaft sinking progressed through the winter of 2000 and terminated with the casting of a 5ft (1.5m) thick concrete base slab. "As we advanced through the limestone, it was evident that the grout curtain - comprising mainly neat cement grout and with a very small amount of secondary chemical grouting - had performed very well," said Traylor. "Our JV partner Jay Dee worked with S.A. Healy on the Dearborn project about four miles away from here, and know first hand the problems that were avoided with the grout curtain. The main shaft for that sewer project for a different owner, did not include a grout curtain and the contract had to be terminated when excessive inflows carrying high doses of hydrogen sulfide defeated excavation efforts. We have passed through the same hazardous zone without setback."
- The only event of concern was an inflow of water at the rock/overburden interface as drill+blast excavation began. Ingress of water running across the interface hardpan, as it is called, was unexpectedly high at about 300-400gpm (1,136-1,514 litre/min). "This ingress was also carrying fines," said Traylor, "and we took a weekend of controlling the ingress with pumps to prepare a reparation strategy." This involved installing a set of dewatering wells, which brought down the pressure of the water ingress and reduced flows to about 100-150gpm. This was successfully sealed by pouring concrete at the caisson bottom, with pipe inserted under the caisson to grout up the hard pan. Remaining water seepage at construction joints will be sealed completely during final contract clean-up and secondary contact grouting.
- While Layne Christensen worked on the main access shaft, the JV was busy working on the two land access shafts and the six risers. For these and in a working JV with Millgard of Livonia, MI, the JV bought a WIRTH 928 shaft-drilling rig to offer time and cost saving alternatives. For the two 8ft (2.4m) i.d. land-access shafts, the WIRTH rig avoided the pretreatment needed for the contract design's proposed drill+blast excavation.
-

WIRTH shaft drilling rig
- After setting a 13ft (4m) diameter shaft collar, an 11ft (3.3m) diameter steel casing with serrated cutting edge was installed as the upper 80ft (24m) clay overburden was excavated using a clam-shell hoist. With the steel casing screwed into the limestone at the interface, the WIRTH rig was set up over the shaft and its 10ft 6in (3.2m) cutterhead and weighting units were lowered into the rock to drill the remaining 184ft (56m) to shaft bottom.
- Ground water was permitted to flood the shaft and the water level was charged to help support the shaft's exposed walls and prevent rock fallouts. The drilled chips of limestone cut by the coned, carbide bit discs on the cutterhead were lifted by the rig's reverse slurry circulation system into recycling screening and settling tanks on the surface.
- "In the limestone our best advance rate was up to 28ft (8.5m)/24h production day," said Traylor. The greatest concern was possible fall out. Fall out debris would pile up on the fop of the rig's cutterhead making it heavy to lift out and could cause problems to the operation of floating in the final permanent casing. The limestone however has an RQD in excess of 90% and the risk of fall out was considered low said Traylor.
- Once complete, the three sections of the 8ft (2.4m) i.d. 7/8in (25mm) thick permanent inner steel casing epoxy coated on both sides and with the 1.5in (38mm) annular back grouting tubes fixed to the outside - was floated into place. The annulus back grouting was then tremmied in by subcontractor BJ Services in stages to avoid hydro-buckling of the liner.
- Once in and back grouted, the water was pumped out and the shaft with its closed concave steel bottom and precast concrete shaft top is now ready for the subsequent hand-mined drill+blast junction with the tunnel. This will be achieved from the bottom up through about 5ft (1.5m) of grout-treated limestone.
- For the six 10ft (3m) i.d. risers in the Detroit River, some 450ft (137m) off shore and in water of about 40ft (12m) deep, the WIRTH rig was set up on a platform created between floating barges and anchored 30ft (10m) into the river bed clay with spuds. The platform was the JV's alternative to the contract's proposed jack-up barge. "A barge of sufficient size was not available in the Great Lakes and transportation of a rig into the Detroit River was not granted easy passage through the locks and beneath bridges," said Traylor. "On the platform we had room to set up for two risers - setting the rig on retrievable piles to rock level - and completed one set after the other before resetting for each subsequent pair." The platform was an obstacle to navigation in the Detroit River connection between Lake Huron and Lake Erie in North America's chain of Great Lakes, but just outside the shipping channel.
- Working round the clock in two 12h shifts per day, the first two land-side shafts were complete in about two months each between November and February 1999/2000 and the six waterside riser shafts were completed between March and October 2000.
- According to Traylor, the rig is now available to lease, sale or rent to interested contractors.

-

Bolted and gasketed tunnel lining
-
Segment production
Also during the winter/spring of 1999/2000 the JV set up its own oii-site casting yard in a vacant work shop on land belonging to the City of Detroit. "We set up a steam-curing carousel with 36 segment moulds manufactured and supplied by CBE in France to produce the contract's 7,200 segments," said Brett Robinson of Traylor Bros and Senior Field Engineer for the JV. This is the first order for CBE moulds into North America and once set up, the plant started production in July 2000. With three steam-curing lines, one production line, and working two shifts / day with a minimum of about 12h in the curing tunnel, the crews completed two castings or 72 segments/day to finish full production by December 2000, well before launching the TBM. - "We wanted to complete segment production before working through a full inter season with all the climate controls that would involve," said Robinson. "Fortunately we have space here on the owner's property to stockpile the segments in ring-stacks of six segments. Also, completing the segments before boring started freed up the batch plant to concentrate on producing grout for the tunnel's annular back grouting."

-
The TBM was modified to fit an erector and erect a precast concrete segmental lining

- The lining was designed for the JV by the Toronto office of Hatch Mott MacDonald. To meet the design specification for a bolted and gasketed lining, the segments are bolted on the circle joints with a skewed bolt into a cast-in bolt pocket, and linked on the ring joints with 18 nylon Sofrasar dowels. The joints between the six equally sized segments in the trapezoidal ring are sealed with a Phoenix gasket supplied from Germany and tested to 9 bar.
- As work on site progressed, the TBM was in the CTS factory in Kent, Washington being redesigned and rebuilt for the job. The TBM is the Robbins main beam, gripper machine bought by Traylor Bros in 1978 for a job in Chicago. It was used a second time by the Traylor/FrontierKemper JV on the north tunnels through the Santa Monica hills for the LA Metro in the mid to late 1990s.

-

- CTS refurbished and modified the machine for the LA job, providing a new back-loading cutterhead and replacing the fixed-speed electric drive with a higher powered variable-speed hydraulic system. For Detroit CTS has converted the TBM to a shield machine using the existing bearing and drive cartridge and backup decking as the core, and removing the beam with its related gripper and propel system. The two shield cans, thrust rams, a segment erector, and the two probe drilling rigs were added.
- The new cutterhead is dressed with 45, 17in (518mm) cutters to cut through 15,000psi (100MPa) USC strength dolomitic limestone some 220ft (67m) below the surface.

-

- Forward thrust is applied by pushing off the segmental lining.
- Segment handling in the factory was via vacuum segment lifts supplied by CBE but the segment erector on the TBM is mechanical.
- The annulus between the 272in (6.9m) o.d. lining and the 23ft 6in (7m) cut diameter of the TBM is filled with cement grout transported ready mixed into the tunnel via grout cars. "We did consider back-filling initially with pea gravel and following up with the cement grout," said Traylor, "but we know through communication with contractors who have used pea gravel, that injecting the gravel, particularly under the invert segment can be problematic so we decided to stat with a cement grout fill keeping the grout as close to the tail seal as we can without damaging the inner wire brush tail seal or forcing grout ahead of the steel spring plates of the outer seal."
- Two train sets of nine 18yd3 (13.8m3) muck cars with 35-ton locos will haul muck from behind the TBM and a new Manitowoc 2250 double drum crane with an 80,000lb (36,287kg) line pull and a 200ft/min hoist speed lifts each car out of the 288ft (88m) deep access shaft for discharge. There is a switch and a car mover at the shaft bottom and a switch on the ramp at, the back of the TBM. There is no plan to install an intermediate California on the 6,145ft (1.9km) long drive.
-
Tunnel production
Once the TBM was assembled in the 80ft (24m) long starter tunnel, it was jacked forward. A tubular ring beam thrust frame constructed just behind the TBM and attached to the tunnel eye was used to build seven precast segment rings to jack the TBM to the face. With the TBM at the face, the seven starter rings were concreted into place, the thrust frame was removed, and the tunnel eye was concrete lined to the final 21ft (6.4m) i.d. to match the tunnel's precast segmental lining. The first two decks of the trailing gear were then installed and the TBM began its 6,145ft (1.9km) drive. - When completed the new outfall tunnel will supplement the existing brick-lined, soft-ground outfall excavated and commissioned for the City's main treatment plant in the 1930s. The new outfall will increase the plant's discharge capacity, particularly during storm events, and will allow shutdown of the existing outfall for future inspection and maintenance.
- Project engineer CCJM/Harza will complete engineering services through the construction phase and Harza in a joint venture with WadeTrim as the project's construction management team.

-
Detroit outfall contract terminated - TunnelTalk, Apr 2009
Upper Rouge River CSO Tunnel Project - TunnelTalk, Apr 2009