Clawing success from the extreme at Arrowhead
Dec 2007
Shani Wallis, Editor
Conditions faced by crews on the Arrowhead tunnels in Southern California were more difficult than anyone could have predicted. TunnelTalk made a visit to the project in September 2007 to know how men, machines and material modifications with, at times, daily changes to means and methods, were slowly and doggedly getting this job done.
-

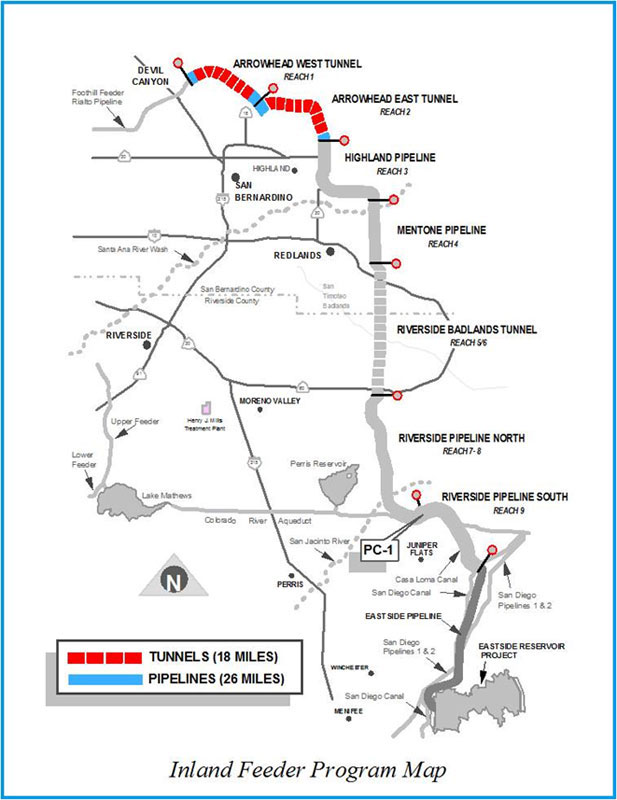
Elements of the Inland Feeder project
- Construction of the three major tunnels on the 44 mile (70km) Inland feeder conduit to transfer water from the Colorado and Northern California aqueducts to the Metropolitan Water District’s new Diamond Valley Reservoir had started by 1999, but a report in mid-1999 started that the first TBM in the first tunnel (Arrowhead East) was on stop while an extended program of grouting was progressed to limit excessive groundwater ingress. A later story reported termination of the Arrowhead East and Arrowhead West contracts ahead of complete redesign and rebid of the work.
- The Arrowhead Tunnels have a long history and have still some way to go before finish can be declared. It has been a tortuous, frustrating, costly and aggravated experience for managers, technicians and engineers and while the current team resists looking back and refuses to discuss or compare the present with the past, the project does appear to have arrived at a place where progress, both contractually and practically, can be made - no matter how slow or doggedly.
- The Shea/Kenny JV won the redesigned contract for the Arrowhead Tunnels in May 2002 with the lowest conforming competitive bid of $242 million. To meet the higher redesign specifications, the JV bought two new hard rock shielded TBMs from Herrenknecht to erect a 5.8m (19ft) o.d. precast concrete segmental lining and complete the 6km (19,890ft) West Tunnel heading and the remaining 6.8km (22,443ft) of the East Tunnel heading toward the 2.4km (8,000ft) completed at the opposite end by the original Shank/Balfour Beatty contract.
-

The Herrenknecht twin set
- But the groundwater problems that caused cancellation of the first procurement attempt did not go away. They have continued and continue to define the current procurement process. When TunnelTalk visited the project in September, the prediction was that the slightly down-gradient East Tunnel would complete its drive and junction with the completed section at its east portal in March/April next year but that the up-gradient West Tunnel, with its higher requirement for water control grouting would require a year more with anticipated hole through at its west portal in about February 2009. Forecast end dates are based on achieving a revised program average of 19ft/day/machine and while the West Tunnel is struggling to achieve this, the East Tunnel was doing better at 21-22ft/day as a revised average. By mid-November, crews working three 8h shifts/day Monday to Friday had advanced the East Tunnel 6.67km into its 6.8km long drive or 95% through, and the West Tunnel to 4.47km or 74% through its 6km drive.
- But as project managers explained, judging progress by average advance of the machines fails to tell the full story. “Progress is so influenced by the widely and wildly variable ground conditions, it is impossible to know what to expect next, or how long it will take to get through each situation as encountered,” said Brian Fulcher, Project Director for JV contractor Shea/Kenny. “In long reaches of hard, favorable granite rates have reached 244m (800ft) per month, whereas through wet unstable ground, progress has slowed to zero mining altogether in the month.”
-
Water woes
The source of the greatest trouble is the vast volume of groundwater harbored in the fractured and seismically disturbed rocks of the San Bernardino Mountains through the base of which the tunnels pass. With this is the potential for unprecedented hydrostatic water pressures of up to near 30 bar created by the high water tables in the maximum 335m to 630m overburden on the tunnels. Add to this, the requirements of the project’s Special Use Permit from the US Forest Service that limit groundwater outflow at the tunnel portals of a maximum 37litre/sec (580gpm) on the 6km West Tunnel and 33litre/sec (520gpm) for the 6.8km long East Tunnel and the challenges become clear. - Redesign of the project in 2002 by Design Engineer Jacobs Associates, focused on achieving the necessary water ingress controls by modifying the specifications for pre-excavation grouting, overhauling the design specifications of the TBMs needed for the job, and specifying a heavy, bolted and gasketed precast concrete segmental primary lining that would limit subsequent seepage along the tunnel and allow for second stage contact grouting. The permanent watertight structure comprises precast concrete steel skinned carrier pipes (RCCP) to be installed, welded and backfilled into the primary lined tunnels as part of the tunneling contract.

-

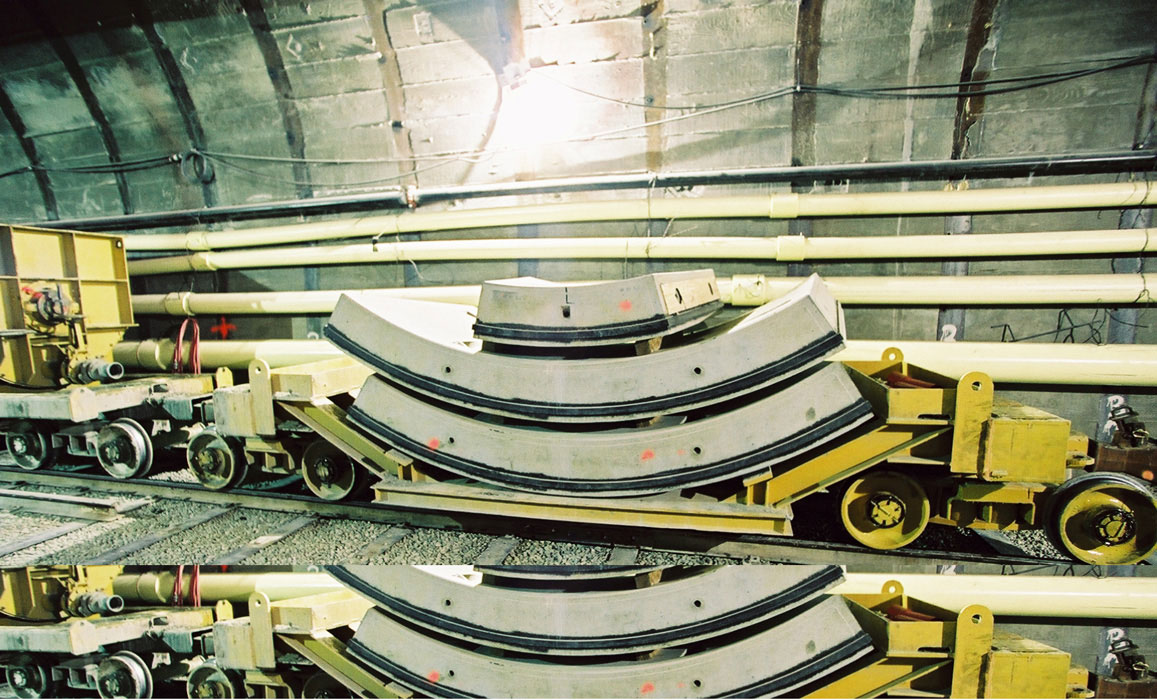
Bolted and gasketed ring segments
- The Herrenknecht machines bought for the redesigned project are truly one-of-a-kind hybrids. They are designed to work through conditions ranging from very hard rock at up to 250MPa UCS, with little or no water inflow, to potentially squeezing and raveling ground in fault zones and reaches of highly weathered, crushed or fractured rock with high volumes of, at times, high pressure groundwater.
- They are fitted with a bulkhead and a screw conveyor for muck handling, but with no possibility of withstand the full potential pressures mechanically, these were not designed initially to have a pressure balancing capability. Vital components of the machines, however, including an inflatable main bearing seal with four stages of protection, were required to operate at up to 3 bar pressure in dynamic mode and to withstand 10 bar pressure at a standstill.
- As there are no lateral grippers for thrusting against the tunnel walls, the segmental lining was designed to withstand high TBM thrust pressures and the EDPM gaskets were tested by supplier Phoenix of Germany to 40 bar. The machines have the first vacuum segment erectors to be used in the USA and a VMT guidance systems that also selects the ring-build sequence.
- With nothing by way of groundwater management permitted on US Forestry land from the surface, the TBMs were equipped for extensive pre-excavation drilling and grouting facilities. They were delivered with four fix-mounted hydraulic drill rigs and a fifth portable rotary drill for mounting on the segment erector. Between them, the rigs could drill a total 26 holes; 15 at 1.5° through the bulkhead and cutterhead directly into the face, and 11 at 8° through equally-spaced glands in the shield skin. State-of-the-art Häny grout mixing and pumping stations were installed on the TBM backups along with silos for holding bulk pre-excavation grout materials.
-
Confident restart
Work on the new contract started in Spring 2002 with the TBMs launched in August 2003 in the East Tunnel and October 2003 in the West Tunnel. - However, as with nearly everything on this astounding project, original assumptions and specifications of the redesign were soon tested, and again to the extreme. Arrowhead was again breaking the rules of established tunnel contract procurement and construction. With limited knowledge of what to expect in reality, conditions as encountered and the terms of the contract soon came into conflict.
- In a paper presented at the Toronto RETC conference in June(1), it was explained that the new construction contract provided for 1,050 working days, not counting the time taken to complete owner-directed pre-excavation grouting performed to the contract’s Bill-of-Quantity units. This time would be added periodically to the base contract time, but by late April 2006, at about 42% through the tunnel excavation, the extra time was a total 200 working days. To that point, mining accounted for some 30% of time used, and while pre-excavation grouting could account for a substantial part of the rest it could not account for the full 70% remaining. There were evidently other factors causing serious delays.




Drill rigs fix-mounted to the TBMs complete probing and grout-drilling arrays, including into the invert
- Investigations illustrated that the delays were not restricted to any one type of geology. All types of ground were causing delays. Squeezing and unstable ground required hand-mining to free the shield; raveling ground required special backfilling and grouting to stabilize the face; weak rock slowed drilling cycles due to hole collapse and ineffective sealing of grout packers; hard rock increased cutter wear and slowed penetration; water inflows and high water pressures washed-out fines from the excavated material and overwhelmed the muck handling systems; and weak, unstable or leaking grout at the plug zone ahead of a new grouting cycle caused delay to drill and grout extra holes or allow grout to set.
- All needed addressing to overcome contractual strains and improve progress. A thorough review of the entire contract set-up; the means and methods as stipulated by the contract; and the systems, machines and operations as implemented by the contractor was conducted with all parties involved – the client MWD; the client’s representative on site, Hatch Mott MacDonald; the project’s designer, Jacobs Associates; the TBM manufacturer, Herrenknecht; and other specialist advisors and suppliers of vital equipment and materials.
- The financial and contractual settlement as a result of these investigations and after months of high-level negotiations to avoid stalemate remain confidential but can be witnessed in major modification of operating systems and of the TBMs once into their drives and by progress of the project since April 2006.
-
TBM modifications
While the TBMs were designed according to contract specifications, they were not entirely able to cope well with the zones of ‘variable and highly altered’ ground or with the consequences of high water inflows or excessive volumes of fines produced. The TBMs and their systems needed to be adapted to conditions as actually encountered. These modifications are recorded in detail in the RETC paper(1) and in summary included the following.
-

Hand mining over the shield
- An increase in the thrust and torque capacity (Table 1). To this a further 55,000kN (6,200 ton) of thrust could be applied by installing 11 portable hydraulic jacks to increase total applied thrust to a tremendous 114MN (12,800 ton) or four times the original TBM design thrust. Increased thrust was transferred to the shield and not to the disc cutters as the cutterhead cylinder capacity remained as per the original design.
- Establishment of a closed water recirculation system and slurry separation plant at the portal to manage transportation of fines. To achieve this, the functions of the high capacity pumping systems needed in the headings to pump out large volumes of water should they occur, and the large transfer point trough or ‘bath tub’ installed beneath the screw conveyor and transfer belt conveyor to catch water and fines as bulkier muck traveled back to the muck skips, were combined to create the slurry circuit. A large capacity Habermann slurry pump was inserted between the bathtub and the Warman centrifugal pump of the tunnel’s water pumping system to convey fines in suspension through a PVC pipeline of the dewatering system to the separation plant. Make-up water was then pumped back through another 8in diameter PVC pipeline to a regulating tank on the backups that feeds as necessary and flushes the bathtub.
- At the portal the separation plant comprises screening to 9mm, vertical clarifiers to remove smaller particles, horizontal centrifuges to remove silt and flocculent injection to accelerate the process. With subsequent upgrades and modifications, the system has worked very well. Water velocities in the discharge pipe have been maintained at generally more than 2.1m/sec (7ft/sec) with slurry flow generally from 13-32lt/sec depending on the volume of fines to a maximum of about 15% by volume.
- With this borrow from a slurry TBM system, the machines also added EPBM elements of design to better cope with zones of soft ground. Pressure sensors and mixing arms were installed in the plenum and a conditioning system was installed to deliver foam and other conditioning agents to the plenum and the screw conveyor.
- Table 1. Original specifications and upgrades of the two 5.8m o.d. Herrenknecht hard rock shielded machines

| Design criteria | Original specification | Modification |
| Total installed power | 3,600kW (4,825hp) | |
| Static pressure capacity | 10 bar (147psi) | |
| Operating pressure | 3 bar (44psi) | |
| Disk cutters | 39 x 432mm (17in) | |
| Max load/cutter | 250kN (56,000lb) | |
| Cutterhead power | 2,000kW (2,800hp) | |
| Cutterhead operational torque | 2,000kNm (1.5m-ft-lb) | 3,520kNm (2.6m-ft-lb) |
| Cutterhead exceptional torque | 2,323kNm(1.7m-ft-lb) | 4,400kNm (3.3m-ft-lb) |
| Maximum cutterhead speed | 9.75 rev/min | 7.5 rev/min |
| Thrust force | 29,270kN (3,300 ton) | 58,540kN (6,600 ton) |
| Screw power | 160kW (215hp) | Screw capacity | 175m3/hr (230yd3/hr) |
- A particularly high maintenance issue has been exceptional wear of the screw conveyor’s auger, requiring replacement as frequently as every 1,200m (3,900ft) on average. Given the confines of the tunnel headings, each replacement initially required 15 shifts to complete. Among several modifications to improve the situation, the most beneficial was development of a split-sided auger barrel and introduction of a sectional auger that split the previous 13.5m (44ft) single unit into four equal 3.35m (11ft) long sections that are bolted and welded together. This provided for easier replacement and allowed replacement of auger sections within about nine shifts. Steel wear plates on the flights and tungsten carbide ‘chalky’ bars on the flights and on the inside of the auger barrel further reduce wear.



Auger wear and a new toughened section replacement ready to be installed
-
Pre-grouting refinements
Perhaps most significantly, the mechanical systems, management, and the materials used for the vital water control pre-grouting regimes were modified. - A further 19 drill ports at 4° angle were added to the bulkhead to increase to 34 the number of probe and grout holes that could be drilled directly into the face. When on site in September, it was said that the 34 x 1.5° and 4° angled drill ports in the bulkhead and directly into the face are used more frequently and that the two drills on the rear ring beam for drilling 11 x 8° angled holes through the shield are used now only rarely. Collapse of grout holes has been a constant source of delay and frustration as has achieving adequate penetration of grout materials into soft, unstable ground where it is needed most.
-

Grouting array
- Water inflows in excess of 12.6lt/sec (200 gpm) from a single 30m (100ft) long probe hole and drilling back pressures of up to 250psi (17 bar) have been recorded. In specific locations, drain holes have been required through the segmental lining to relieve excessive ground water pressures.
- With the assistance of MWD materials expert David Farmer, different grout mixes have been developed and used for different purposes. These have included micro-fine and Type II and III cement based grouts, polyurethane and chemical grouts and colloidal silica grout from BASF which has been successful in reducing water inflows in conditions that have resisted micro-fine cement grouts, even in dilution.

-

Monthly progress and cumulative advance of the finished Arrowhead West Tunnel (top) and of the Arrowhead East Tunnel (below)
Annular grout, batched at the portal and transported to grout tanks on the backups is a sand-cement mix with various additives including anti-dispersion and accelerators as necessary. Second stage contact grout is a neat Type II cement mix and inflatable collars have been attached to the extrados of the lining to try and prevent migration of groundwater forwards towards the heading.
- The greatest change to the pre-excavation grouting regime has been management transfer of the process from the owner to the contractor and the redefining of some of the more rigid specifications of the programs. Initially, inflow from a probe hole in excess of 0.06lt/sec/m (0.3 gpm/ft) of probe length or a concentrated flow of 1.9lt/sec (30gpm) from any probe hole initiated an owner-directed grouting cycle. Drilling and grouting then continued in stages until inflow from either of the two verification holes was below the above criteria. But the inconsistency of probe holes to detect water and poor rock conditions, and the extent by which more and more grouting would improve ground stability and control water ingress was proving costly and in some cases of questionable benefit. A more flexible approach with management of the process in the tunnel heading in the hands of the contractor is said to have resulted in substantial rewards.
- Table 2 – Best advance rates to October 2007

| Progress | East Tunnel | West Tunnel |
| Tunnel total length | 6,840m (22,443ft) | 6,062m (19,890ft) |
| Tunnel (TBM drives) | 6,765m (22,195ft) | 6,023m (19,760ft) |
| Best month to date | 361m (1,185ft) | 250m (820ft) |
| Best week to date | 108m (355ft) | 67m (220ft) |
| Best day to date | 29m (95ft) | 24m (80ft) |
| Average month advance | 118m (387ft) | 90m (297ft) |
| Average week advance | 30m (97ft) | 22.5m (74ft) |
| Average day advance | 5.9m (19.4ft) | 4.5m (14.8ft) |
-
Site visit discussions
During the TunnelTalk visit to the project in September, John Bednarski, Program Manager for MWD and a co-author of the 2007 RETC paper, stressed the positives of the project explaining: “We have turned a difficult situation into a success. We have basically changed the job. It is a totally different job now, and while the circumstances of how that change came about are for future papers and articles, the job is getting done and within the client’s budget. Nobody has abandoned the job and the commitment now, by us all is to get through, to finish excavation and complete the works into operation. We are fortunate to have a manufacturer who has stood by the machine”, continued Bednarski, “and teams that have all worked well together.” - According to Werner Burger, TBM design manager for Herrenknecht and also co-author of the 2007 RETC paper, the Arrowhead machines where among the highest specification machines ever when ordered initially, and certainly the highest specification machines to be used in the US to date. Burger told TunnelTalk that the subsequent modifications optimized the performance of the machines to their fullest extent. “Today only the Herrenknecht machine supplied to the Hallandsäs railway tunnel project in Sweden is of a higher specification and it incorporates many of the modifications and developments introduced initially for improvement of the Arrowhead machines.”


Transfer conveyor back to the muck skips
- To a question concerning the project’s GBR, Fulcher for the Shea/Kenny JV and principal author of the RETC paper said: “There is a GBR for the contract. Contractors would not have bid the job without a GBR, but the circumstances of the job are such that the GBR is no longer a reference. A GBR is not a measure of performance or payment and is it not a source of information for this job any longer since to a great extent other information has been found to be more useful. The important performance information is gained routinely from data logging in probe holes. This data helps determine when and how much grouting is needed and also provide signs and clues of rock conditions ahead. Difficult drilling and grouting cycles predict a difficult excavation cycle.”
- With this function in mind, the principal performance data of every probe and drill hole as collected by instrumented drill readings, are logged onto data recorders, and analyzed with a computer model. Over time, the computer modeling software has been adjusted and calibrated to the specific Arrowhead Tunnel conditions, and today this output is used on a near-daily basis to predict conditions ahead of the TBM, particularly in difficult ground conditions, and to develop grouting and mining strategies. Holes drilled at 50-60mm/min for example provide a clue of conditions ahead as does the pressure and volume of grout taken in a given injection phase. Jacobs Associates and GeoPentech are credited for developing the computer model that basically takes the raw drill data and turns it into colored graphical representations that allow project staff to visualize clearly the type of and extent of conditions immediately ahead of the TBM cutterhead. “The recording, review discussion and analysis of these data has reduced significantly the risk of doing the job,” said Fulcher.
- Geophysical survey systems including a sonic system have been trialed on the project by Herrenknecht but no system worked demonstratively well. The sonic system was quite reliable to about 100-200ft ahead but not more, and especially not in highly altered ground. It could indicate a good place to stop the machine ahead of the next probing cycle but the miner operating a probe drill has a better handle on evaluating the risk of conditions ahead.
-

Cutterhead maintenance
- Mike Bell, Resident Engineer for Hatch Mott MacDonald and with a long career of tunneling internationally, explained that as a result of the Arrowhead experience, owners will think long and hard before taking on tunnels through similar geological and logistical circumstances in Southern California. “Conditions are so variable and while the 12.8km (8 mile) Badlands Tunnel on this Inland Feeder project progressed well, with excavation completed in 19 months, Arrowhead tunnels prove again that the risk of potentially difficult jobs can only be reduced by availability of more pre-bid information. Situations where gathering geotechnical information is restricted, the risk of the unknown will be high and until conditions are actually encountered.”
- Discussion about the pre-excavation grouting cycles confirmed that the initial prescriptive approach to the grouting regime had proven unworkable and not sufficiently flexible to the ground conditions and behavior as encountered. “A more flexible and creative approach was needed,” said Fulcher, “and this has been provided by the owner relinquishing the daily management of grouting operations in the tunnel to the contractor – to the benefit of the contract and the entire job.”
- After agreeing that the Arrowhead Tunnels are among perhaps the most difficult every undertaken, there was a collective determination that the effort would not be defeated. That the tunnels would get through. They would not be listed among the very few in the world abandoned as too difficult.
- Although several years later than originally planned scheduled breakthrough of the East Tunnel in January/February 2008 and of the West Tunnel in September 2008 will be celebrations of great relief.

- 1. Piercing the mountain and overcoming difficult ground and water conditions with two hybrid hard rock TBMs; B Fulcher, J Bednarski, M Bell, S. Tzobery, W Burger; RETC 2007 proceedings, p229; Toronto.